Catalog

Back to search results
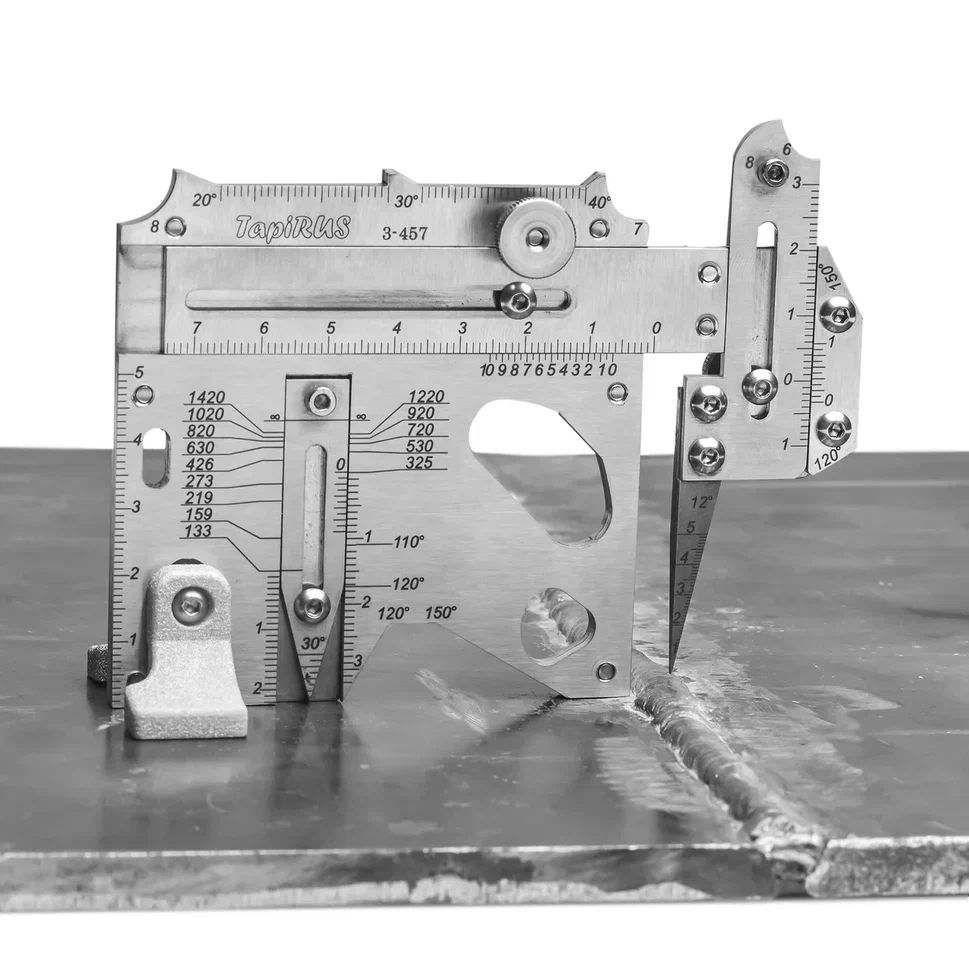
UShS "Tapirus" with cover and supports
Back to search results
UShS "Tapirus" with cover and supports
from
25 500 ₽
from
25 500 ₽
Go to the manufacturer's website
The UShS TapiRus is designed to replace numerous templates and devices used in visual and measuring quality control of welded joints. It is approved as a means of measuring the geometric parameters of welded joints and surface defects during visual and measuring control (VIC) and supplied with verification. It allows you to determine most of the geometric parameters of welded joints and surface defects: the width and convexity of the seam, the depth of the cut, the amount of edge displacement, the angle of the angular seam, the angle of the bevel and the gap, etc. Equipped with supports that allow you to uniquely position the template on a curved surface. To carry out measurements with an error of 0.1 mm, scales with a vernier are applied to the TapiRUS surface. It contains a number of gauges for assessing the smooth transition from the deposited to the base metal, the size of the cathets, radii and angles of cutting edges. Equipped with a probe with a replaceable measuring needle to determine the size of gaps and heights / depressions.
The development, preparation for production and manufacture of TapiRus were carried out exclusively in digital format.
The latest laser and additive technologies are used in the production of TapiRUS:
high-precision laser cutting machines in inert gas;
five-axis CNC machining centers;
ultra-precise color laser engraving of the entire product assembled;
laser stereolithography (SLA) is a technology of layer–by-layer synthesis of a material from a liquid photopolymer.
Advantages
Easy to install. Accurate positioning along the normal to the surface of the object of control and stability of the position when performing measurements.
Functionality. Measurement of most geometric parameters of welded joints and surface defects.
Measurement accuracy. The measurement error on the template scales does not exceed 0.1 mm.
Modernity. Online calculator ergonomic accessories smart version.
More detailed information can be found on the website tapirus.info
MEASURED PARAMETERS AND DEFECTS
VIC at the stage of input control
wall thickness
depth of corrosion ulcers on the base metal
the depth of corrosion ulcers on the weld
the depth of scratches (risks), a bully on the base metal
edge bevel angle
the amount of blunting
geometric parameters of the dent
VIC during assembly (preparation for assembly)
edge offset
withdrawal (angularity) of edges
the gap in the cutting
the height of the potholders
angular displacement
VIC in the welding process (surfacing)
edge offset
height of the root (filling) layer
withdrawal (angularity) of edges
angular displacement
VIC of finished welded joints (structures)
edge offset
angular displacement
the height of the reinforcement of the seam
the height of the bulge (when welding elements of different thickness)
the width of the reinforcement of the seam
withdrawal (angularity) of edges
the depth of the sinking between the rollers
incomplete filling of the cutting edges
scaliness of the seam surface
smooth transition
undercut depth
seam crater depth
technical specifications
Measured parameter Scale Range,mm Error, mm
Depth, mm H 0...20 ±0.1 (in the range 0...10 on), ± 0.5 (in the range over 10...20)
Height, mm H 0...6 ±0.1
Width, mm W 0...55 ±0.1 (in the range 0...10 on), ± 0.5 (in the range over 10...20)
Clearance, mm N 0...5 ±0.1
Dullness, mm F, G 0...25 ±0.5
Specifications
Overall dimensions, mm, no more
(without supports) 115x85x15 ± 0.5
(with supports) 115x85x42 ±0.5
Average time to failure, cycles,
at least 55,000
Weight, kg, not more than 0.22
Average service life, at least 1 year
The development, preparation for production and manufacture of TapiRus were carried out exclusively in digital format.
The latest laser and additive technologies are used in the production of TapiRUS:
high-precision laser cutting machines in inert gas;
five-axis CNC machining centers;
ultra-precise color laser engraving of the entire product assembled;
laser stereolithography (SLA) is a technology of layer–by-layer synthesis of a material from a liquid photopolymer.
Advantages
Easy to install. Accurate positioning along the normal to the surface of the object of control and stability of the position when performing measurements.
Functionality. Measurement of most geometric parameters of welded joints and surface defects.
Measurement accuracy. The measurement error on the template scales does not exceed 0.1 mm.
Modernity. Online calculator ergonomic accessories smart version.
More detailed information can be found on the website tapirus.info
MEASURED PARAMETERS AND DEFECTS
VIC at the stage of input control
wall thickness
depth of corrosion ulcers on the base metal
the depth of corrosion ulcers on the weld
the depth of scratches (risks), a bully on the base metal
edge bevel angle
the amount of blunting
geometric parameters of the dent
VIC during assembly (preparation for assembly)
edge offset
withdrawal (angularity) of edges
the gap in the cutting
the height of the potholders
angular displacement
VIC in the welding process (surfacing)
edge offset
height of the root (filling) layer
withdrawal (angularity) of edges
angular displacement
VIC of finished welded joints (structures)
edge offset
angular displacement
the height of the reinforcement of the seam
the height of the bulge (when welding elements of different thickness)
the width of the reinforcement of the seam
withdrawal (angularity) of edges
the depth of the sinking between the rollers
incomplete filling of the cutting edges
scaliness of the seam surface
smooth transition
undercut depth
seam crater depth
technical specifications
Measured parameter Scale Range,mm Error, mm
Depth, mm H 0...20 ±0.1 (in the range 0...10 on), ± 0.5 (in the range over 10...20)
Height, mm H 0...6 ±0.1
Width, mm W 0...55 ±0.1 (in the range 0...10 on), ± 0.5 (in the range over 10...20)
Clearance, mm N 0...5 ±0.1
Dullness, mm F, G 0...25 ±0.5
Specifications
Overall dimensions, mm, no more
(without supports) 115x85x15 ± 0.5
(with supports) 115x85x42 ±0.5
Average time to failure, cycles,
at least 55,000
Weight, kg, not more than 0.22
Average service life, at least 1 year

measuring air-thermal installation ASESH-8-2
1 supp.
Implements a thermogravimetric (air-thermal) method for determining the mass fraction of moisture, based on measuring the mass of the sample of the analyzed substance before and after drying, followed by calculating the values of the mass fraction of moisture.
Air-thermal measuring installations ASESH-8 are registered in the State Register of Measuring Instruments under No. 58526-14, have a certificate of approval of the type of measuring instruments OC.C.31.005 And No. 56847.The installations undergo initial verification and have the appropriate certificate.
General characteristics:
- The presence of two independent drying chambers.
- Possibility of simultaneous determination of humidity of 12 samples:
Each drying chamber of the installation consists of 6 independent cells. You can put 2 buckets in each cell. Total capacity of the ASES Installation-8-2 – 24 bucs.
- Convenient access to the cells of the drying chamber:
On the front side of the cabinet there are four doors for access to the cells.
- Natural ventilation:
The absence of rotating elements ensures absolute noiselessness of operation and a long service life.
- Built-in timer:
The ASESH-8-2 installation has 4 timers, by means of which the end of the drying process is monitored in each section with the output of an audible signal and a light indication.
- The output to the operating mode is 30 minutes:
The power of air-thermal installations is 1200 watts. When entering the operating mode, the power consumption is the same as that of similar cabinets with low power.
SCOPE OF DELIVERY :
1. Installation of ASESH-8-2
2. AO-3 cooler
3. Auxiliary accessories
4. Air-heat control unit:
5. Interface unit for connecting a personal computer with a scale (available on request);
6. software for processing and archiving measurements of humidity determination data;
The program allows you to:
Set the operating temperature in the chambers via a personal computer
Set the necessary parameters of the sample drying process according to the selected method
Display all current processes (predrying, drying, cooling) and parameters (temperature, time) during the tests. To monitor the process by means of an electronic timer with the output of an audible signal.
Record all weighing results.
Perform humidity calculations in accordance with standardized methods. To calculate the humidity with pre-drying, the program uses formulas that allow you to get an accurate result.
Archive and print test results.
According to the test results of FSUE "UNIIM", it is recommended to use a laboratory mill of the BLIZZARD series for sample preparation.
SCOPE OF APPLICATION:
1. Crop production, agriculture and forestry.
2. Products of meat, dairy, fish, flour-milling, feed and microbiological industries.
3. Food industry products.
4. Cellulose, paper, cardboard and products made from them.
5. Medicines, chemical and pharmaceutical products and medical products.
6. Building materials.
7. Products of the logging and sawmilling and woodworking industry.
8. Ground, soils, mineral fertilizers.
Technical specifications:
The measurement range of the mass fraction of moisture, % from 0.5 to 80
Operating temperature range, °C from 45 to 160
The error of setting and maintaining the temperature in the working area, ° C, not more than 2.0
Limits of permissible absolute error, % ± 0.5
Power consumption, V• A, not more than 1200
Overall dimensions, mm 240 × 260 × 640
Overall dimensions of the cell, mm 75 x 40 x 165 (depth)
Weight, kg 28.4
GK EKAN
Saint Petersburg
Produced in: Saint Petersburg
