Каталог
Вернуться к результатам поиска
Калибровочные гири класса точности F2

Вернуться к результатам поиска
Калибровочные гири класса точности F2
Средство для калибровки си

Калибровочные гири класса точности F1
Средство для калибровки СИ.
Госметр
Санкт-Петербург
Произведено в: Санкт-Петербург

Рабочие наборы гирь класса точности F2
Средство измерения ГОСТ oiml r iii-i-2009.
Госметр
Санкт-Петербург
Произведено в: Санкт-Петербург

Рабочие гири класса точности M1
Средство измерения ГОСТ oiml r iii-i-2009
Госметр
Санкт-Петербург
Произведено в: Санкт-Петербург

Эталонные гири класса точности F2
Вторичный эталон по разряду ГОСТ oiml r iii-i-2009
Госметр
Санкт-Петербург
Произведено в: Санкт-Петербург

Наборы рабочих гирь класса точности E2
Средство измерения ГОСТ oiml r iii-i-2009
Госметр
Санкт-Петербург
Произведено в: Санкт-Петербург

Эталонные гири класса точности M1
Вторичный эталон по разряду гостс oiml r iii-i-2009.
Госметр
Санкт-Петербург
Произведено в: Санкт-Петербург

Наборы эталонных гирь класса точности F1
Вторичный эталон по разряду ГОСТ oiml r iii-i-2009.
Госметр
Санкт-Петербург
Произведено в: Санкт-Петербург

Калибровочные Гири класса точности E2
Средство для калибровки СИ
Госметр
Санкт-Петербург
Произведено в: Санкт-Петербург

Рабочий набор гирь класса точности E1
Средство измерения ГОСТ oiml r iii-i-2009.
Госметр
Санкт-Петербург
Произведено в: Санкт-Петербург

Наборы эталонных гирь класса точности E2
Вторичный эталон по разряду ГОСТ oiml r iii-i-2009
Госметр
Санкт-Петербург
Произведено в: Санкт-Петербург

Рабочие гири класса точности F2
Средство измерения ГОСТ oiml r iii-i-2009.
Госметр
Санкт-Петербург
Произведено в: Санкт-Петербург

Рабочие гири класса точности F1
Средство измерения ГОСТ oiml r iii-i-2009.
Госметр
Санкт-Петербург
Произведено в: Санкт-Петербург

Наборы рабочих гирь класса точности F1
Средство измерения ГОСТ oiml r iii-i-2009.
Госметр
Санкт-Петербург
Произведено в: Санкт-Петербург

Эталонные наборы гирь класса точности F2
Вторичный эталон по разряду ГОСТт oiml r iii-i-2009
Госметр
Санкт-Петербург
Произведено в: Санкт-Петербург

Рабочие наборы гирь класса точности M1
Средство измерения ГОСТ oiml r iii-i-2009
Госметр
Санкт-Петербург
Произведено в: Санкт-Петербург

Эталонные гири класса точности E2
Вторичный эталон по разряду ГОСТ oiml r iii-i-2009
Госметр
Санкт-Петербург
Произведено в: Санкт-Петербург

Эталонные гири класса точности F1
Вторичный эталон по разряду ГОСТ oiml r iii-i-2009
Госметр
Санкт-Петербург
Произведено в: Санкт-Петербург
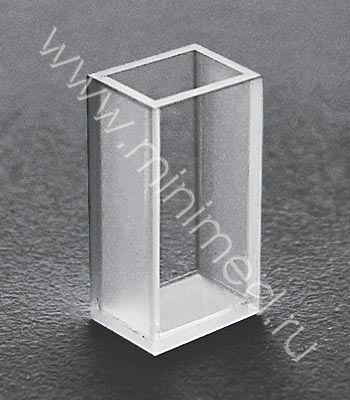
Кювета стеклянная 20х42х13 мм
от
1 150 ₽
Разработана для приборов КФК–2, КФК–3 и их модификаций при работе в спектральном диапазоне от 315 до 980 нм. Химически устойчива к действию кислот (кроме плавиковой кислоты) и разбавленных щелочей.
МиниМед
село Супонево
Произведено в: Брянская область

Комплект приспособлений ВТ18-К
Комплект приспособлений предназначен для размещения термостатируемых объектов во внутренней ванне жидкостного термостата ВТ18 или ВТ18-2 при их погружении на глубину 40 или 70 мм от дна внутренней ванны.
Габаритные размеры 350х260х70 мм
Масса 2.1 кг.
Термэкс
Томск
Произведено в: Томск

ASTROSIB OAG-2 Двойной внеосевой гид 1.25”
Двойной внеосевой гид 1.25”. Два гида, каждый из которых идентичен OAG-1, значительно облегчат выбор ведущей звезды.
АСТРОСИБ
Новосибирск
Произведено в: Новосибирск

ВАЛИК ЗМС.ВТК068 С ПРЯМЫМИ ЦЕНТРАМИ ДЛЯ ПОВЕРКИ МИКРОСКОПОВ
Валик ЗМС.ВТК068 для поверки микроскопов изготавливается в соответствии с МИ 236-81 "Методические указания. Микроскопы измерительные универсальные УИМ-21, УИМ-23, УИМ-29" (справочное приложение 1, чертеж 11).
Отклонение определяют в вертикальной и горизонтальных плоскостях, устанавливая в скалках обратные центра и закрепляя в них цилиндрический валик ЗМС.ВТК068.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск


З/ч к АДЭа-10, 25 эл.нагреватель ТЭН-78 2 квт mC333.00.000/04
Медоборудование
Саранск
Произведено в: Саранск

Штатив для пробирок LA-208
Штатив из нержавеющей стали для размещения пробирок диаметром 20 мм в криостатах LOIP FT и термостатах LOIP LT с ваннами на 11 л.
Количество гнезд, шт 15
Диаметр отверстий, мм 22
Глубина погружения, мм 200
Габаритные размеры (ШхГхВ), мм 180х80х215.
ЛОИП
Санкт-Петербург
Произведено в: Санкт-Петербург

Маслоотделитель 2МО-90
Маслоотделители 2МО-90 предназначены для очистки выхлопных газов насосов вакуумных пластинчато-роторных 2НВР-60Д, 2НВР-90Д, от паров масла при избыточном давлении, создаваемом на выхлопе насоса, не более 50 кПа. В маслоотделителях 2MO-90 используется фильтрующий элемент фирмы “MANN”, данный фильтрующий элемент обеспечивает остаточное содержание масла в выхлопных газах не более 3мг/мЗ.
Вакууммаш
Казань
Произведено в: Казань

Ремень привода вакуумного насоса
от
300 ₽
НПФ «Иммедтех»
Дубна
Произведено в: Дубна, Московская область

КРОНШТЕЙН ЗМС.ИУТ029 ДЛЯ ПОВЕРКИ ТОЛЩИНОМЕРОВ
Специальное приспособление ЗМС.ИУТ029 изготавливается в соответствии с МИ 1724-87 "Толщиномеры индикаторные с ценой деления 0,01 и 0,1 мм. Методика поверки" (приложение 2). Используется для определения измерительного усилия и его колебания на верхней измерительной поверхности толщиномера.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск


ТЭН для дистиллятора 1,3 кВт 220 В
от
1 860 ₽
ТЭН для аквадистиллятора мощностью 1,3 кВт выполнен из нержавеющей стали.
Ливам
Белгород
Произведено в: Белгород


Нагревательный блок 250
от
11 000 ₽
Предназначен для материалов с рабочей температурой до 250°С. Внутри установлена фторопластовая вставка.
PICASO 3D
Зеленоград
Произведено в: Москва, Зеленоград

ДИНАМОМЕТР ЗМС.ДИУ056 МОДЕЛЬ 1 ДЛЯ ПОВЕРКИ МИКРОМЕТРОВ
Динамометр ЗМС.ДИУ056 модель 1, изготовленный по МИ 782-85, предназначен для определения измерительного усилия и его колебания в гладких микрометрах типа МК.
Изготавливаем и поставляем в двух вариантах:
- динамометр ЗМС.ДИУ056 модель 1 для поверки микрометров и скоб (модель 1)
- динамометр ЗМС.ДИУ056 модель 2 со вставками (50/75/100 мм) для поверки микрометров и скоб (модель 2).
Динамометр проходит испытания для внесения в ГОСРЕЕСТР.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск
Вакуумные уплотнительные диски для фланцев ISO-F (алюминий / CR)
Вакууммаш
Казань
Произведено в: Казань
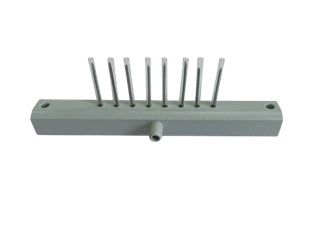
Откачная головка 8-канальная
от
5 700 ₽
НПФ «Иммедтех»
Дубна
Произведено в: Дубна, Московская область