Каталог
Завод МетроСтандарт
75 тов.
Вид:
Адрес:
Россия, Челябинск, Энгельса, 99
- Выбрано: 0Применение
- Выбрано: 0Название
- Выбрано: 0Компания
- Выбрано: 0Производство
- Выбрано: 0Дополнительно
Вид:
75 тов.

ВТУЛКА ЗМС.ВМВ077 ПЕРЕХОДНАЯ КОНУСНАЯ ДЛЯ ПОВЕРКИ МИКРОМЕТРОВ
Переходная втулка ЗМС.ВМВ077 изготавливается согласно рекомендациям МИ 2077-90 "Микрометры со вставками" (приложение 8).
Втулка применяется при определении размеров рабочего профиля призматических и конических вставок, диаметра шаровых вставок, смещения центра измерительной поверхности шаровых вставок от оси хвостовой части.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

ВАЛИКИ ЗМС.ВЦК085 ДЛЯ ПОВЕРКИ ПРИЗМ ПОВЕРОЧНЫХ И РАЗМЕТОЧНЫХ С ОДНОЙ ПРИЗМАТИЧЕСКОЙ ВЫЕМКОЙ И НАКЛАДКОЙ
Валики ЗМС.ВЦК085 изготавливаются в соответствии с МИ 2029-89 "Призмы поверочные и разметочные с одной призматической выемкой и накладкой. Методика контроля" (справочное приложение, чертеж 6).
Поставляем комплектом из 4 валиков.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

ОПРАВКА ЗМС.ОЗК114-1 С ЛЫСКАМИ Ø20 ДЛЯ ПОВЕРКИ МЕЖОСЕМЕРОВ
Оправка с лысками ЗМС.ОЗК114-1 изготавливается в соответствии с ГОСТ 8.490-83 "Приборы для измерения межосевого расстояния зубчатых колес. Методика поверки" (справочное приложение 2, чертеж 1).
Используется для: поверки межосемеров; определения погрешности межосемера при измерении колес внешнего зацепления; определения погрешности межосемера при измерении колес внутреннего зацепления.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

ПЛАСТИНА ЗМС.ПМО133 ДЛЯ ПОВЕРКИ МИКРОМЕТРА ОКУЛЯРНОГО ВИНТОВОГО
Пластина ЗМС.ПМО133 изготавливается в соответствии с ГОСТ 8.211-84 "Микрометры окулярные винтовые. Методы и средства поверки" (справочное приложение 1). Определяет отклонения от перпендикулярности двойного штриха сетки к направлению перемещения центра перекрестия и отклонения от прямолинейности перемещения центра перекрестия.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

КАЛИБР ЗМС.КНС067 ДЛЯ ПОВЕРКИ ИЗМ
Калибр для контроля несоосности и проверки непараллельности осей посадочных отверстий ЗМС.КНС067 изготавливается в соответствии с ГОСТ 8.336-78 "Машины оптико-механические типа ИЗМ для измерения длин. Методы и средства поверки" (справочное приложение 1, чертеж 2).
Бабки с измерительным устройством и пинолью перемещают до соприкосновения измерительных наконечников. Вместо измерительного устройства и пиноли в отверстия бабок вводят калибр ЗМС.КНС067 который одновременно проходит в отверстиях обоих бабок.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск
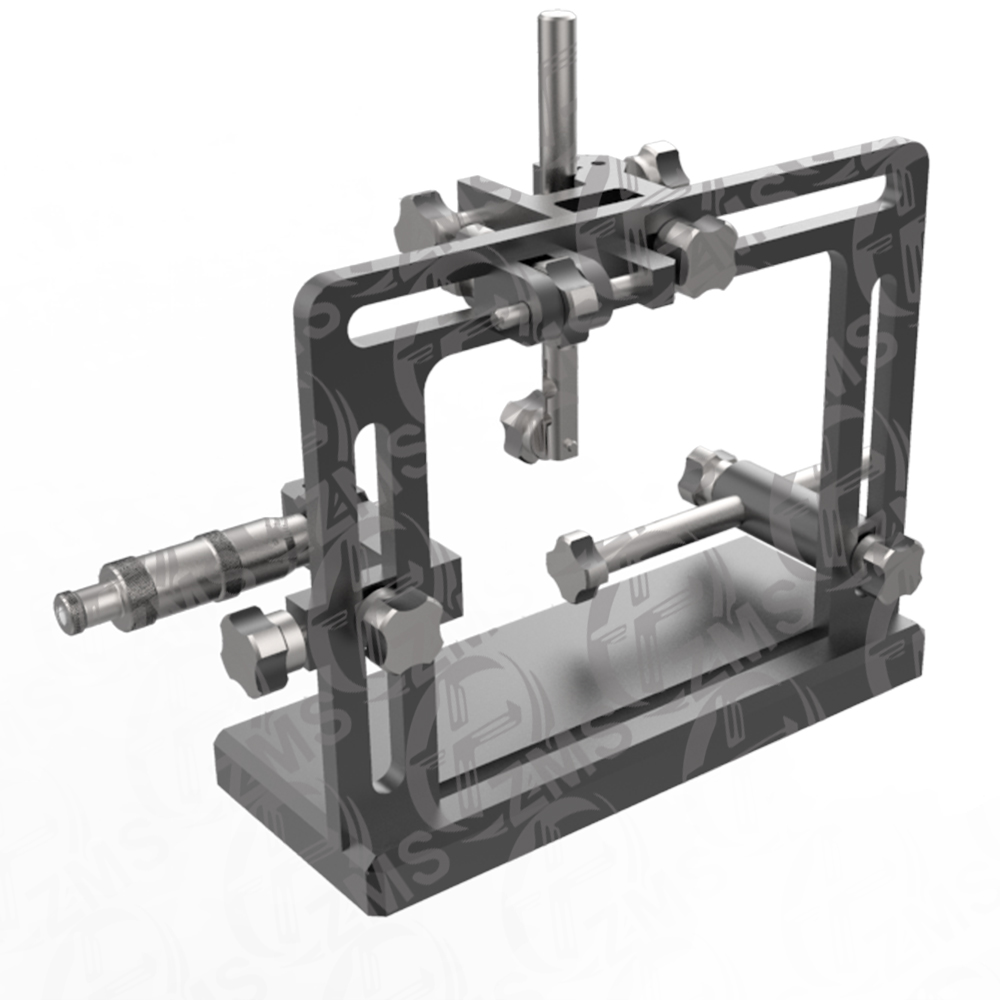
ПРИСПОСОБЛЕНИЕ ЗМС.ПНИ002 ДЛЯ ПОВЕРКИ ИНДИКАТОРОВ И НУТРОМЕРОВ
Приспособление ЗМС.ПНИ002 изготавливается для поверки и калибровки индикаторов типа ИЧ (ГОСТ 577-68), ИРБ, ИРТ (ГОСТ 5584-75) и нутромеров индикаторных типа НИ (ГОСТ 868-82):
- модель ПНИ002-1 с микрометрической головкой МГ, 0,01мм;
(исполнение 1у, 2, 3у)
- модель ПНИ002-2 с цифровой микрометрической головкой МГЦ, 0,001мм;
(исполнение 4, 5у)
Приспособление под торговой маркой ZMS® является объектом интеллектуальной собственности:
Патент № 177502, Патент № 199301.
Приспособление является средством измерения. На стадии внесения в ГОСРЕЕСТР.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

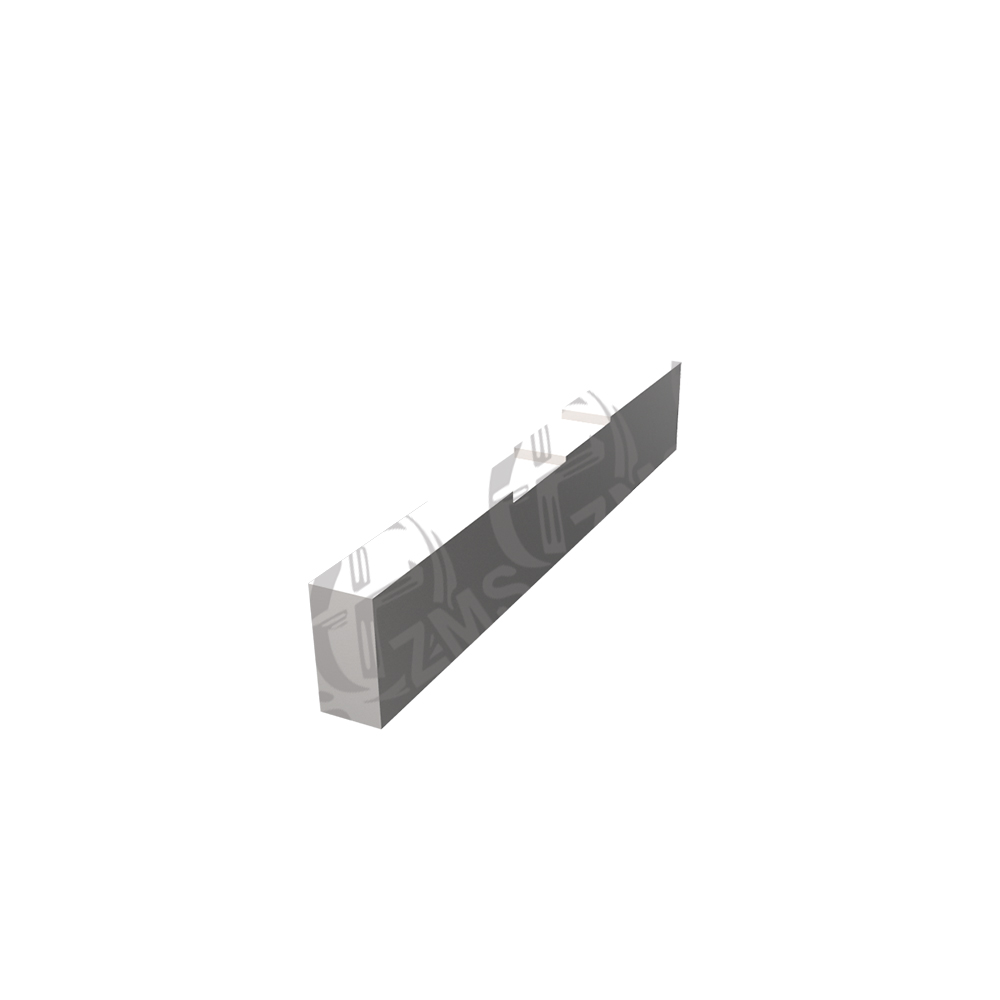
БРУСКИ КОНТРОЛЬНЫЕ БК ДЛЯ ПОВЕРКИ ЛИНЕЕК И УГОЛЬНИКОВ
Контрольные бруски применяют для определения степени отклонения от прямолинейности рабочих поверхностей лекальных линеек типа ЛД, ЛТ, ЛЧ и лекальных угольников типа УЛ, УЛП, УЛЦ.
Полностью соответствуют форме и размерам, приведённым в ГОСТ 22601-77. Используются как эталон
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

ДЕРЖАВКИ ЗМС.ДЭУ117 ДЛЯ ПОВЕРКИ ЭВОЛЬВЕНТОМЕРОВ
Специальная державка ЗМС.ДЭУ117 изготавливается согласно ГОСТ 8.376-80 "Эвольвентомеры универсальные. Методы и средства поверки" (справочное приложение 4).
Державка используется при определении отклонения от соосности центров эвольвентомера. Её, вместе с измерительной головкой, закрепляют на нижнем центре эвольвентомера.
В комплекте 2 державки с измерительной головкой.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск
БРУСОК ЗМС.БПГ041 ДЛЯ ПОВЕРКИ ШТАНГЕНЦИРКУЛЕЙ
Брусок ЗМС.БПГ041 изготавливается в соответствии с ГОСТ 8.113-85 "Штангенциркули. Методика поверки" (справочное приложение 1).
Брусок предназначен для определения значения просвета между лекальной линейкой и плоскостями губок штангенциркуля.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

ВАЛИКИ ЗМС.ВШС082 ДЛЯ ПОВЕРКИ ШТАТИВОВ И СТОЕК
Валики ЗМС.ВШС082 изготавливаются в соответствии с МИ 1673-87 "ГСИ. Стойки и штативы для измерительных головок. Методика контроля" (приложение 6). Определяют отклонение от перпендикулярности оси отверстия под измерительную головку к поверхности стола стойки (штатива) С-1, С-2, С-3 и С-4.
Поставляется комплектом с 2 валиками.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

ОПРАВКИ ЗМС.ОКГ026 ДЛЯ КОНТРОЛЯ ОПТИЧЕСКИХ ДЕЛИТЕЛЬНЫХ ГОЛОВОК
Оправки ЗМС.ОКГ026 изготавливаются в соответствии с ГОСТ 8.036-2010 "Головки делительные оптические. Методика поверки" (приложение Б). Предназначены для проверки торцевого биения шпинделя; для проверки параллельности и перпендикулярности оси шпинделя; для проверки параллельности оси пиноли задней бабки.
Поставляется комплектом из 3 оправок (типа 1,2,3 в соответствии с ГОСТ).
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск
ПРИЗМА ЗМС.УСП174 ОПОРНАЯ ДЛЯ ФИКСАЦИИ ДЕТАЛЕЙ
Опорная призма ЗМС.УСП174 изготавливается в соответствии с ГОСТ 15275-70 "Призмы опорные универсально-сборных приспособлений с пазами 12 мм".
Имеет два исполнения:
- призма с градусом призматической выемки 90 градусов;
- призма с градусом призматической выемки 120 градусов.
Вместе с призмой поставляется контрольный валик.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск