Выбор языка
В настоящее время портал работает - ведутся технические работы.
Каталог

Завод МетроСтандарт
75 тов.
Вид:
Адрес:
Россия, Челябинск, Энгельса, 99
- Выбрано: 0Применение
- Выбрано: 0Название
- Выбрано: 0Компания
- Выбрано: 0Производство
- Выбрано: 0Дополнительно
Вид:
75 тов.

ВАЛИК ЗМС.ВТК068 С ПРЯМЫМИ ЦЕНТРАМИ ДЛЯ ПОВЕРКИ МИКРОСКОПОВ
Валик ЗМС.ВТК068 для поверки микроскопов изготавливается в соответствии с МИ 236-81 "Методические указания. Микроскопы измерительные универсальные УИМ-21, УИМ-23, УИМ-29" (справочное приложение 1, чертеж 11).
Отклонение определяют в вертикальной и горизонтальных плоскостях, устанавливая в скалках обратные центра и закрепляя в них цилиндрический валик ЗМС.ВТК068.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

КРОНШТЕЙН ЗМС.ИУТ029 ДЛЯ ПОВЕРКИ ТОЛЩИНОМЕРОВ
Специальное приспособление ЗМС.ИУТ029 изготавливается в соответствии с МИ 1724-87 "Толщиномеры индикаторные с ценой деления 0,01 и 0,1 мм. Методика поверки" (приложение 2). Используется для определения измерительного усилия и его колебания на верхней измерительной поверхности толщиномера.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

ДИНАМОМЕТР ЗМС.ДИУ056 МОДЕЛЬ 1 ДЛЯ ПОВЕРКИ МИКРОМЕТРОВ
Динамометр ЗМС.ДИУ056 модель 1, изготовленный по МИ 782-85, предназначен для определения измерительного усилия и его колебания в гладких микрометрах типа МК.
Изготавливаем и поставляем в двух вариантах:
- динамометр ЗМС.ДИУ056 модель 1 для поверки микрометров и скоб (модель 1)
- динамометр ЗМС.ДИУ056 модель 2 со вставками (50/75/100 мм) для поверки микрометров и скоб (модель 2).
Динамометр проходит испытания для внесения в ГОСРЕЕСТР.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

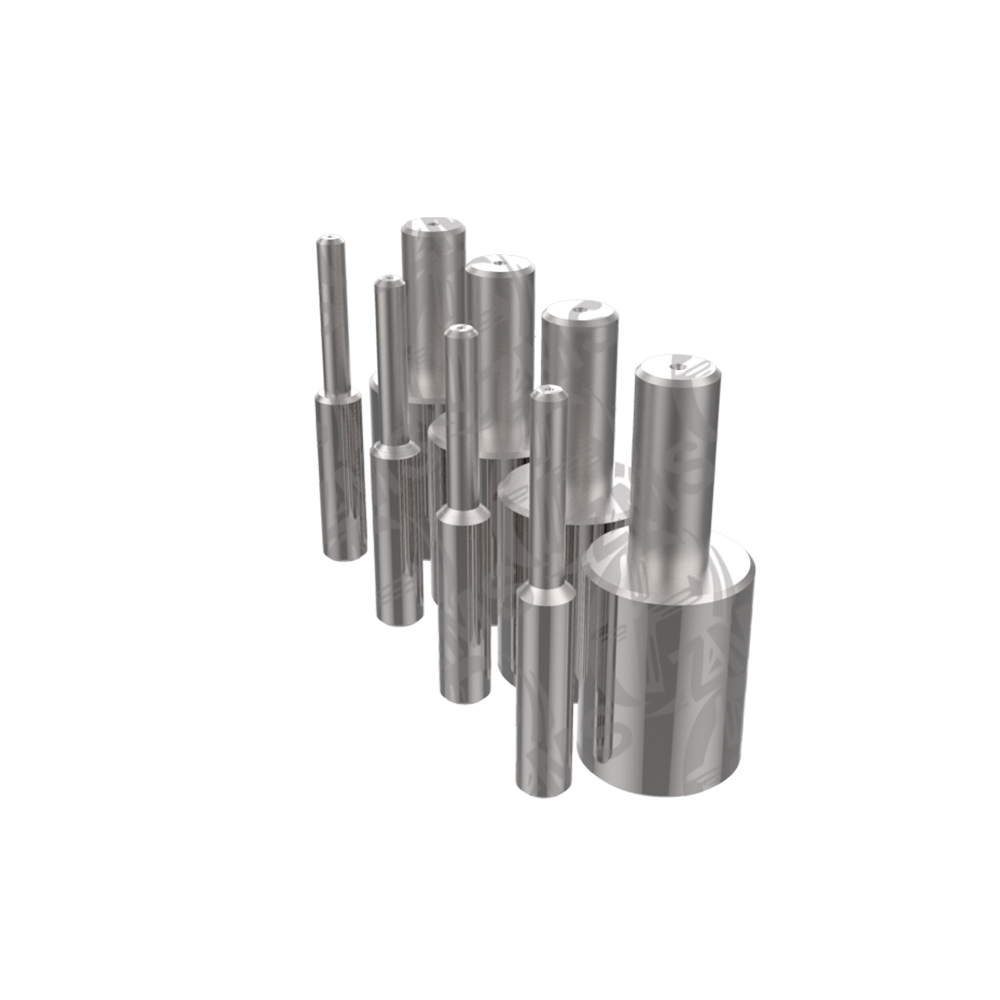
ОПРАВКИ ЗМС.ОЦЭ091 ЦИЛИНДРИЧЕСКАЯ ДЛЯ ПОВЕРКИ ЭВОЛЬВЕНТОМЕРА
Цилиндрические оправки ЗМС.ОЦЭ091 для поверки универсальных эвольвентомеров изготавливаются в соответствии с ГОСТ 8.376-80 "Эвольвентомеры универсальные. Методы и средства поверки" (справочное приложение 3).
Поставляется комплектом из 2 оправок.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск
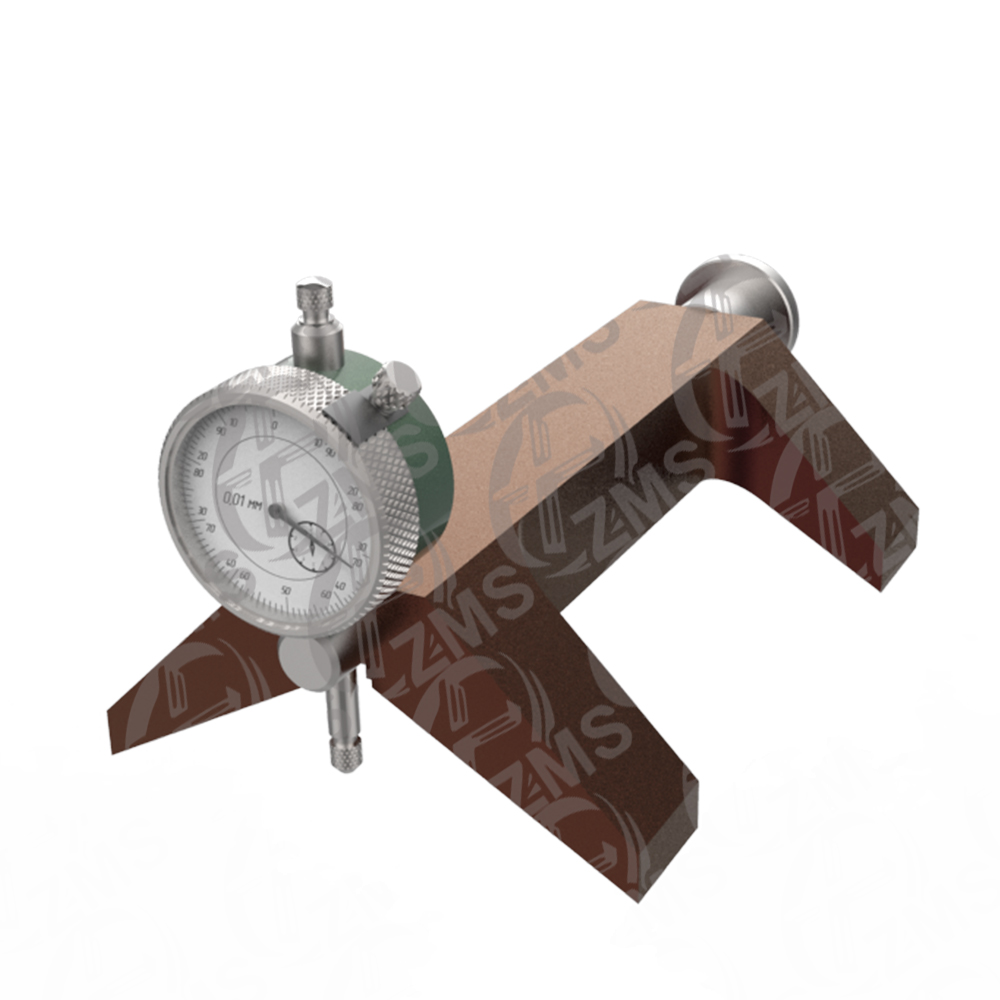
ПРИСПОСОБЛЕНИЕ ЗМС.ПРО134 ДЛЯ ПОВЕРКИ КОЛЁСНОЙ ПАРЫ
Приспособление ЗМС.ПРО134 разработано для измерения глубины риски на оси колёсной пары со стрелочным индикатором.
ЗМС.ПРО134 устанавливают на неповреждённом участке оси, выставляя значение стрелочного индикатора на "0" вращением циферблата. Перемещая прибор на риску, производят замер глубины риски по отклонению стрелочного индикатора.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

ВАЛИКИ ЗМС.ВК023 ДЛЯ ПОВЕРКИ МИКРОСКОПОВ БМИ
Валики ЗМС.ВК023, выполненные по ГОСТ 8.003-83 "Микроскопы инструментальные. Методы и средства поверки" (справочное приложение 4), предназначены для проверки допуска соосности наружных центров микроскопов в горизонтальной и вертикальной плоскостях.
Поставляется комплектом по 2 валика.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск
МЕРА ЗМС.КМС083 КОНЦЕВАЯ ДЛЯ ПОВЕРКИ СТОЕК
Специальная концевая мера ЗМС.КМС083 изготавливается в соответствии с МИ 1673-87 "ГСИ. Стойки и шативы для измерительных головок. Методика контроля" (приложение 4) и техническим условием ГОСТ 9038-90 "Меры длины концевые плоскопараллельные".
Мера используется при определении возвышенности сферической вставки (среднего ребра) над столом при поверке индикаторных стоек.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

ВТУЛКА ЗМС.ВВР071 ДЛЯ ПОВЕРКИ РОЛИКОВ И ПРОВОЛОЧЕК
Втулка ЗМС.ВВР071 для поверки роликов и проволочек изготавливается в соответствии с МИ 2078-90 "Проволочки и ролики.Методика поверки" (приложение 1, чертеж 2).
Втулка надевается на измерительные наконечники контактных приборов с горизонтальным расположением измерительной оси.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

ПРИСПОСОБЛЕНИЕ ЗМС.КСЛ122 КЛИНОВОЕ ДЛЯ ПОВЕРОЧНЫХ ЛИНЕЕК
Приспособление клиновое специальное ЗМС.КСЛ122 изготавливается в соответствии с МИ 1729-87 (справочное приложение 1).
Предназначено для определения угла между рабочими поверхностями линеек типа УТ всех типов по ГОСТ 8026-75, и образцовых разрядов 2 и 3 по ГОСТ 8.420-81, а также для импортных поверочных линеек.
Рабочие углы клиньев - 45,55 и 60 градусов.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

КРОНШТЕЙН ЗМС.КИЗ113 ДЛЯ ПОВЕРКИ ИЗМ
Специальный кронштейн ЗМС.КИЗ113 изготавливается в соответствии с ГОСТ 8.336-79 "Машины оптико-механические типа ИЗМ для измерения длин" (справочное приложение 1, чертеж 3).
С помощью кронштейна проверяют непараллельность осей посадочных отверстий бабок и непрямолинейность перемещения бабок по направляющим станины измерительной машины.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск
РОЛИКИ ЗМС.ВПМ037 ДЛЯ ПОВЕРКИ МИКРОМЕТРОВ РЫЧАЖНЫХ
Ролики ЗМС.ВПМ037 (ГОСРЕЕСТР №91651-24) изготавливаются в соответствии с ГОСТ 8.411-81 "Микрометры рычажные. Методика поверки" по 4 шт для микрометра одного диапазона измерения.
Микрометры МРЗ за время длительной эксплуатации требуют своевременного ремонта. Износ рабочих поверхностей рычажных микрометров требует даже большего внимания, потому что эти поверхности не плоские.
Для определения отклонений от параллельности измерительных поверхностей микрометров типа МРЗ используются цилиндрические ролики ЗМС.ВПМ037.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

КЛИНЬЯ ЗМС.КСЛ044 УГЛОВЫЕ ДЛЯ ПОВЕРКИ СИНУСНЫХ ЛИНЕЕК
Угловые клинья УКСЛ ЗМС.КСЛ044 для определения погрешности синусных линеек изготавливаются в соответствии с МИ 2191-92 "Линейки синусные. Методика поверки" (справочное приложение 8).
Клинья ЗМС.КСЛ044 поставляются комплектом по 3 шт (призматические угловые меры с одним рабочим углом 15°, 30° и 45°).
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск