Catalog

Ultraviolet bactericidal installation for emergency disinfection of both air and indoor surfaces in the absence of people (DESAR-OMEGA-02-"KRONT")
Product of the day
from
480000.00
KRONT
Химки
Search
23 products
View:
- Selected: 0Applying
- Selected: 1Names
- Selected: 0Manufacturer
- Selected: 0Made in
- Selected: 0Additional
View:
23 products

Magnetic powder stationary installation MDS-09
NPK LUCH
Balashikha
Produced in: Balashikha, Moscow region

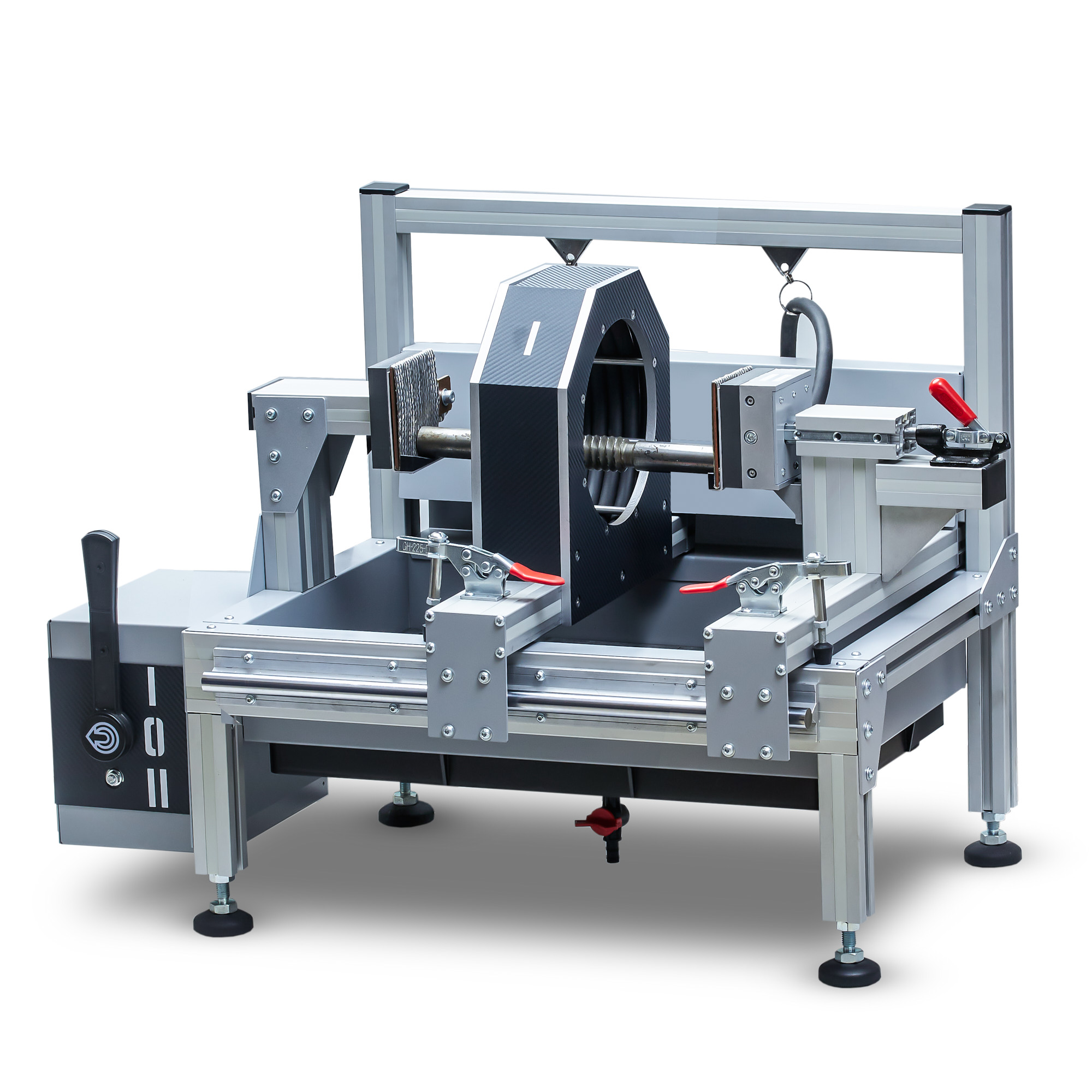
PipeScope 60-170 Portable Rapid Diagnostics System for Drill Pipes
Technical characteristics of PipeScope 60-170
Pipe inspection time in the installation is no more than 30 seconds
The diameter range of controlled pipes is 60 mm – 170 mm
The range of wall thicknesses of controlled pipes is up to 20 mm
The length of the controlled pipes is 1..13 m
The maximum time of continuous operation per day is up to 24 hours
Rated power supply voltage is 50 Hz, 220 V
The working gap between the sensor and the control object is up to 0.5 mm
Operating temperature range is -40 °C... +40 °C
The number of measuring channels for searching for defects using the magnetic flux scattering method is up to 128*
The number of measuring channels for defect detection and thickness measurement using the flow density measurement method is up to 96*
Pipe diameter measurement error 0.05%
The measurement error of the length of the controlled pipe is 10 cm
The possibility of demagnetization of the pipe after control in automatic and
manual modes is availiable
The coverage of the continuity of control along the perimeter of the pipe is 100%
The changeover time of the installation to another BT standard size is no more than 30 minutes.
The speed of movement of the flaw detector trolley through the pipe is from 0 to 0.9 m/s
Power consumption is up to 1 kW
Installation weight
Trolley with basket
— no more than 11 kg
Magnetization coil
— no more than 10 kg
Air lift
— no more than 72 kg
Minimum size of detectable defects In accordance with DS-1
Minimum signal-to-noise ratio for drilling with a diameter of 1.6 mm In accordance with DS-1
The error in determining the linear coordinate of the defect is not more than 5 cm
The error in determining the angular coordinate of the defect is no more than 4 degrees °
Installation control complies with the following standards in terms of its characteristics: API Spec 5D,
API RP7G,
DS- 1
Overall size and weight of PipeScope 60 — 170 Ultra Pro
in transport containers without SOP and without pneumatic lifts 600 mm X 600 mm X 600 mm
/ 32 kg
Overall size and weight of the air lift in a transport container is 1300 mm X 300 mm X 300 mm
/ 72 kg
Overall size and weight of the SOP in a transport container is 1900 mm X 210 mm X 210 mm
/ 60 kg
Oktanta
Saint Petersburg
Produced in: Saint Petersburg


UNM-300/2000 portable magnetizing device
The principle of operation of the magnetic particle flaw detector:
The device provides monitoring and detection of surface defects by the applied field method or by the residual magnetization method.
The kit with the device includes power cables, remote solenoids, and an electromagnet, with which you can produce longitudinal or circular magnetization of the part. A trolley is provided for the transportation of technical equipment and the detection of defects in the field. Magnetization is carried out by alternating, direct or pulsed current of large magnitude, due to which high values of the magnetizing field strength are achieved.
Features and advantages of the UNM-300/2000 magnetic powder control device:
Microprocessor control, which allows you to memorize and accurately reproduce the desired modes and selected measurement parameters, as well as work as part of automated stands and control systems;
The magnetizing device has a digital indicator on the front side and a control panel for selecting the operating mode, type and current strength;
Automatic recognition of the type of connected external magnetizing device;
Device temperature control and automatic shutdown in case of overheating;
Remote connected magnetization devices allow you to control the quality of parts and assemblies of complex shape;
Automatic demagnetization of controlled assemblies and parts;
The equipment meets the requirements of the following standards: GOST R 56512-2015, GOST R 53700-2009 (ISO 9934-3:2002), GOST R 50.05.06-2018, GOST R ISO 10893-5-2016, GOST ISO 17638-2018, RD 34.17.102-88 and RD-13-05-2006;
Devices of the MANUL series (UNM-300/2000 and others) are approved for use by the Russian Railways.
Scope of application:
Magnetic particle flaw detection is indispensable where quality control of various critical and loaded assemblies and parts is required, detection of surface defects that occur during their production, storage and operation.
The device may be in demand:
at factories for the production and repair of automotive, aviation and railway equipment, metro enterprises, military-industrial complex (inspection of shafts, axles, wheel pairs, pistons, beams, springs, etc.);
in civil and military shipbuilding, elevator and crane enterprises (control of rigging equipment, hooks, etc.);
at pipe rolling plants (determination of defects in rolled products);
in the oil and gas, chemical industry (inspection of welds of equipment operating under pressure).
The UNM-300/2000 portable magnetic particle flaw detector has a relatively small weight and dimensions, which allow it to be used as a stationary or portable device in specialized quality control laboratories or in ordinary workshops, garages, hangars, locomotive depots or warehouses.
The UNM 300/2000 device, as well as other means of magnetic powder control, are normally used together with auxiliary equipment for the preparation and application of magnetic powder (suspension), for fixing the indicator pattern, magnetometers for determining residual magnetization, visual inspection means – magnifiers and endoscopes, as well as with ultraviolet irradiators in the case of fluorescent powders.
Technical specifications
Magnetization currents
Variable,
Pulse,
Rectified (only for solenoid and electromagnet)
The measurement error of the magnetization current is no more than 10%.
characteristics of the pulse current
The repetition frequency of unipolar current pulses during magnetization and of multipolar current pulses during demagnetization is (2 ± 0.2) Hz.
The duration of the current pulses is at least 1.5 ms.
Magnetic characteristics of the solenoid
The maximum alternating magnetic field in the center of a single solenoid is at least 100 A/cm.
The maximum alternating magnetic field on the axis in the center between two solenoids located at a distance of 200 mm is at least 60 A/cm.
The maximum permanent magnetic field in the center of a single solenoid is at least 80 A/cm.
The maximum permanent magnetic field on the axis in the center between two solenoids located at a distance of 200 mm is at least 50 A/cm.
Values of magnetization currents
The maximum alternating magnetization current in the unwound cable 6 m × 50 mm2 and on the electrical contacts is at least 1000 A.
The maximum pulse magnetization current in an unwound cable of 4 m × 10 mm2 and on electrical contacts is at least 2000 A.
The current adjustment range in the solenoids and the electromagnet is from 0.5 to 4.5 A.
Characteristics of the electromagnet
The maximum alternating magnetic field in the air gap of the electromagnet depending on the interpolar distance is as follows:
- in the 140 mm gap: at least 75 A/cm;
- in the 40 mm gap: at least 300 A/cm.
The maximum constant magnetic field in the air gap of the electromagnet depending on the interpolar distance is as follows:
- in the 140 mm gap: at least 100 A/cm;
- in the 40 mm gap: at least 400 A/cm.
Operating mode
The operating mode is cyclic: magnetization/pause.
The magnetization time is adjustable from 1 to 40 s.
The demagnetization time is adjustable from 5 to 60 seconds.
Demagnetization of details is performed automatically.
The time of setting the operating mode is no more than 15 seconds.
The duration of continuous operation is at least 8 hours.
Power supply parameters
The device is powered by an alternating current network with a voltage of 220 V and a frequency of 50 Hz.
The power consumed from the network is no more than 5 kVA.
weight and size characteristics
Overall dimensions of the device (w × h × d) – no more than 267×245×465 mm.
The weight of the device is not more than 50 kg.
Other characteristics
The average worktime before failure is at least 12500 hours.
The average recovery time is no more than 6 hours.
The average service life of the device is at least 10 years.
Compliance with standards
The device fully complies with the requirements of GOST R 56512-2015, GOST R 53700-2009 (ISO 9934-3:2002), GOST R 50.05.06-2018, GOST R ISO 10893-5-2016, GOST ISO 17638-2018, RD 34.17.102-88 and RD-13-05-2006 in terms of the requirements for magnetizing devices and magnetic particle flaw detectors.
Identification of the load.
It performs automatic identification of the types of connected load: cables, solenoids and electromagnet.
Control of the connected load current
It allows you to control the current of the connected AC/DC electromagnets and solenoids.
RII MNPO SPEKTR
Moscow
Produced in: Moscow
Magnetic powder control stand
The magnetic particle testing stand has a simple switch between circular and longitudinal magnetization modes, as well as easy movement and fixation of the solenoid and electrical contact for locating the test object in the working area of the stand.
Clamping of the controlled part during circular magnetization occurs in one movement.
The stand can be installed on a stationary or mobile magnetic particle testing station. For ease of inspection after magnetization, a tray with a removable protective grid is provided. The protective rear wall protects against the spread of spray splashes outside the working area.
RII MNPO SPEKTR
Moscow
Produced in: Moscow

UNM-1000 portable magnetizing device, power unit
from
480 000 ₽
The UNM-1000 allows to detect internal, subsurface and surface defects of different types (cracks, flokens, delaminations, defects of welding seams, etc.) in parts, structural elements, units and mechanisms of industrial units, railway, auto, air vehicles, as well as petrochemical, gas and technological equipment during the manufacturing and repair stages or during routine inspections of the products being in operation.
The principle of operation of the UNM-1000 AC flaw detector
The magnetic powder method of detecting defects in products made of ferromagnetic materials is based on the ability of magnetic powder particles to settle in the defect zone, where inhomogeneities of the magnetic field created by the magnetizing device arise. Unlike devices based on permanent magnets, magnetic particle flaw detectors allow you to set the current and time of magnetization and automatically demagnetize controlled samples.
The UNM-1000 AC flaw detectors allow monitoring of products by the applied field method using various magnetization techniques. To do this, the alternating electric current generated by the flaw detector can be passed through a magnetizing cable or directly through a controlled product connected to the flaw detector using electrical contacts. The value of the current used for magnetization and demagnetization of the product is set by the operator of the device.
Design features and advantages
The UNM-1000 flaw detector is a portable device, which allows you to control the quality of products made of ferromagnetic materials both in production and in laboratory conditions. The basic set of equipment for magnetic particle flaw detection includes a UNM-1000 magnetizing device, a power cable for power supply from a single-phase AC network with a voltage of 220 V, and technical documentation. At the request of the customer, electrical contacts and a magnetizing AC cable can be additionally supplied.
The advantages of the UNM-1000 device of the MANUL series include:
the possibility of monitoring both in the applied magnetic field with longitudinal magnetization using power cables, and with circular magnetization by passing current through the controlled product;
wide range of magnetization current adjustment from 50 to 1000 A;
automatic demagnetization of controlled products;
high performance;
the device is compact and has light weight;
the degree of protection from external influences is at least IP40.
Scope of application of magnetic particle control means
Due to its versatility, simplicity and ease of operation, the UNM-1000 magnetic particle flaw detector can be used in almost all non-destructive testing laboratories of workshops and assembly shops of the automotive and aviation industries, railway transport, for the needs of civil and military shipbuilding. Also, the UNM-1000 magnetic powder control device can be successfully used in the energy sector, in the production of pipelines, metal structures, construction equipment and related industries. Technical characteristics of the portable magnetizing device UNM-1000 fully complies with the requirements of the following standards: GOST R 56512-2015, GOST R 53700-2009 (ISO 9934-3:2002), GOST R 50.05.06-2018, GOST R ISO 10893-5-2016, GOST ISO 17638-2018, RD 34.17.102-88, RD-13-05-2006 , as well as other national and foreign regulations documents on standardization of magnetizing devices and flaw detectors for magnetic powder control.
Technical specifications
• Magnetization current: up to 1000A (RMS), 4.3V,50 Hz
• Demagnetization mode
• Weight: no more than 20kg
• Overall dimensions (W×H×D): 290×160×450 mm
• The device is powered by 220V, 50 Hz
RII MNPO SPEKTR
Moscow
Produced in: Moscow

VD-20NF Eddy Current Flaw Detector
The principle of operation of the VD-20NF eddy current flaw detector
The principle of operation of the VD-20NF flaw detector is based on the generation of eddy currents on the surface of the controlled part and subsequent analysis of the signal at the output of the converter, which correlates with the characteristics of the active secondary field.
The device consists of two main blocks: electronic one and electromechanical one, in which an eddy current converter of transformer type is installed. The controlled products (bearing rollers) enter through the input tray into the electromechanical unit of the flaw detector, where they move sequentially and fall under the pressure rollers of the overhead converter holder. The clamping mechanism is adjusted to each size of the rollers, so as to ensure tight contact with the curved surface and fix the tip of the transducer at the required distance from it.
The detection of defects occurs due to the imbalance of the converter when it is located above the surface of the controlled product, caused by the interaction of the primary electromagnetic field generated by the converter with the secondary electromagnetic field of eddy currents induced in the controlled product by the primary field. When cracks are detected, the electronic unit of the flaw detector gives sound and light warning signals, and also triggers the electromagnet of the sorter, which directs the controlled roller into the tray for defective products. In the absence of defects, the controlled roller is directed towards the output tray of the flaw detector.
Design features and advantages
The VD-20NF eddy current flaw detector is equipped with removable input and output trays, power-on switches and a drive for feeding controlled products to the converter, as well as handrails for convenient transportation of the unit.
The mechanisms of the electromechanical unit are protected by a frame made of steel plates. The electronic unit of the flaw detector is portable and can be installed both on the top panel of the electromechanical unit and on the surface of the desktop. Controls and indications of defect detection are located on the front panel of the electronic unit. The delivery package also includes a power adapter for the electronic unit and a tuning sample. The advantages of the VD-20NF flaw detector include:
high reliability (the service life of the flaw detector is more than 10 years);
it is easy to set up and operate;
it has several types of defect detection alarms;
the high probability of detecting defective products (at least 99.9%);
low number of false positives (less than 5%).
Scope of application
According to the current standards of safety and product quality control during repair work in locomotive depots and repair plants, bearing rollers that have passed visual inspection and are recognized as suitable for further operation according to the criteria of geometry and condition of the working surface are subject to mandatory additional control using eddy current flaw detection to detect fatigue cracks invisible during visual inspection on the rolling surface of the rollers. The VD-20NF eddy current flaw detector allows for quality control and automatic disassembly of bearing rollers of various shapes and sizes both in laboratory and factory conditions in full compliance with the requirements of the regulatory documents of Rosstandart and the methods of performing control measurements used in JSC "Russian Railways".
RII MNPO SPEKTR
Moscow
Produced in: Moscow

UN-5 Magnetizing device
from
83 000 ₽
The principle of operation of the magnetization device:
The device consists of two compact blocks made of non-magnetic material connected by a flexible magnetic circuit. In each block there is a permanent magnet made of neodymium-iron-boron alloy (Ne-Fe-B). When installing the blocks on the surface of the part, a closed magnetic circuit is formed with the direction of the magnetizing field from one pole to the other. Above the defect scattering fields, magnetic powder particles are deposited to form an indicator pattern.
Design features and advantages of the device for magnetic particle control UN-5
The delivery package with the device includes a portable case, an inter-pole jumper installed during transportation, and a liner for fixing blocks with permanent magnets.
The UN-5 portable device does not require electrical power and therefore can be used where the supply of stationary power is difficult or impossible under regulatory documents: in the field, when working at height, for inspection of capacitive equipment operating under pressure, etc.
- The device is easy to use, lightweight and small-sized, working with it does not require special physical and technical training from the operator;
- Flexible magnetic core allows you to use the device to control parts of complex shape;
- The UN-5 magnetizing device is distinguished by an increased quality of the indicator pattern and an increased control zone due to a reduced uncontrolled zone near the poles and an improved ratio of the normal and tangential components of the magnetic field (Russian patent No. 60732);
- The technical characteristics of the device comply with Russian and foreign regulatory documents, this being the reason of its widespread use in more than 40 countries, including Germany, France, Brazil and Norway.
When monitoring, the controlled area is the central part of the area located between the magnetic poles of the device.
The width of the monitored area is determined by the width of the magnetic poles of the device and is approximately 60 mm. The length of the monitored section depends on the inter-pole distance.
the dimensions of the controlled area are given depending on the device's inter-pole distance:
Inter-pole distance, mm 95: 75 55
Controlled area between the working poles, mm: 60x60 40x60 25x55
The length of the defect detection zone depends on the distance established between the working poles of the magnet on the controlled product.
Defects are not detected in the areas adjacent to the poles of the magnet. The length of these sections is 18 mm with an interpolar distance of 95 and 75 mm. With an interpolar distance of 55 mm these sections are 13 mm long.
Scope of application:
Magnetizing devices for magnetic powder flaw detection are used in many industries, including railway, water and aviation transport, in the construction and operation of pipelines, in chemical and petrochemical production.
The flexible link between the magnetic blocks allows the control of products of complex shape, for example, cylindrical tanks, high-pressure apparatuses, main pipelines, etc.
When checking for defects, the device can be used together with other auxiliary equipment for:
- preliminary and subsequent demagnetization;
- application of a magnetic indicator (which can be dry or in the form of an emulsion);
- magnetoluminescent control (with ultraviolet lamps).
RII MNPO SPEKTR
Moscow
Produced in: Moscow
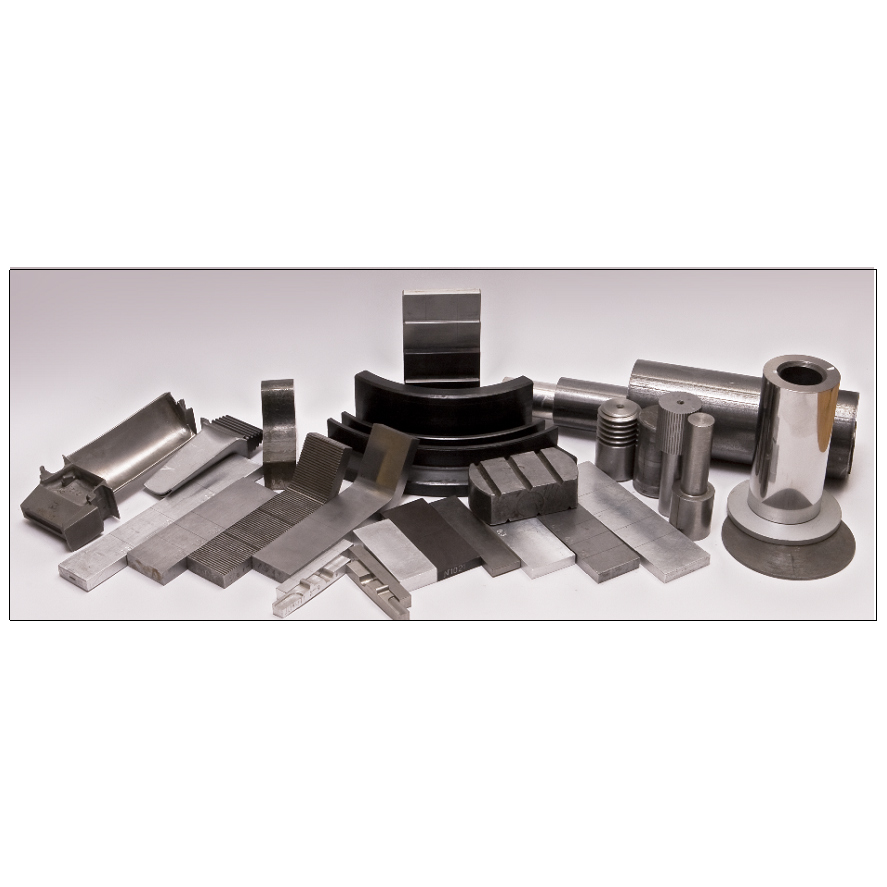
KOIDZ-VD Sets of samples of artificial defects and gaps
from
0 ₽
KOIDZ-VD kits consist of samples of artificial defects (SAD) and samples of gaps (SG). Samples of artificial defects are made in the form of flat and curved plates and cylinders, on the working surfaces of which defects are made in the form of continuity violations like slits of various depths, opening widths and lengths.
The working surfaces of flat SADs are two opposite surfaces on which longitudinal slits are cut by an electroerosion method
The working surfaces of the SAD, reproducing a positive curved surface, are samples with a cylindrical surface.
The working surface of the SAD reproducing negative curvature is the inner surface of the curved plate — the place of inflection.
The KOIDZ-VD kit contains an SAD for determining the influence of various quantities.
To determine the effect of the roughness of the working surfaces, the kit contains SADs with different roughness, on which defects of the same depth are made.
To determine the effect of positive curvature and surface roughness, the kit contains cylindrical samples with different roughness of working surfaces on which defects of the same depth are made.
To determine the simultaneous effect of negative curvature and surface roughness, the kit contains curved plates on which two defects of the same depth are cut, one of which is located on the flat, the other on the curved parts of the sample.
To determine the effect of the chemical composition of the material of the controlled products, the kit contains samples of steel 10, steel 20 and steel 45. The same defects are made on each sample.
To account for the influence of specific electrical conductivity, the kit contains samples from non-magnetic structural materials: aluminum alloy D16T and titanium alloy VT-23. The same defects are made on each sample.
Gap samples are flat and curved plates of different thicknesses made of dielectric material.
Technical specifications
The range of nominal values of the depth of defects, mm: from 0.1 to 10.
The limits of permissible error of the value of the depth of defects, mm: from ± 0.02 to ± 0.25.
The range of nominal values of the width of the opening of defects, mm: from 0.03 to 0.15.
The limits of the permissible error of the width of the opening
of defects, mm: from ± 0.01 to ± 0.05.
The range of nominal values of the length of defects, mm: from 6 to 100.
The limits of permissible error of the value of the length of defects, mm: from ± 0.5 to ± 1.
The range of nominal values of the thickness
of the dielectric gap samples, mm: from 0.2 to 10.
The limits of the permissible error of the thickness of the samples, mm: from ± 0.02 to ± 0.5.
The range of nominal values of the radius of curvature
of curved surfaces with defects, mm:
- convex: from 13 to 510;
- concave: 10.
RII MNPO SPEKTR
Moscow
Produced in: Moscow

AD-64M Acoustic Impedance Flaw Detector
from
715 855 ₽
Control methods: Impedance method (IM) and free oscillation method (MSC)
Distinctive features:
- A wide range of controlled materials: from steel to foam and structures with soft external and internal elements
- Application of two complementary control methods
- One-way access
- Dry contact of the transducers with the controlled object
- Visual representation of information
- The ability to memorize and reproduce the setting modes, which excludes the use of control samples at the workplace
Technical specifications:
The minimum area of the detected defect, cm2: 1
The depth of detected defects in fiberglass, mm: up to 12...15
Light and sound signaling of defects
Number of measurements per second: 15
Weight, kg: 1
Self-powered by batteries
Continuous battery life, h: 8
Operating temperature range, °C: -10...40
RII MNPO SPEKTR
Moscow
Produced in: Moscow