Catalog

Search
184 products
View:
- Selected: 1Areas of use
- Selected: 0Item names
- Selected: 0Manufacturer
- Selected: 0Made in
- Selected: 0Additional
View:
184 products
Shaft furnace industrial SSHO-6.6/11
Designation
SSO-6.6/11
Power, kW
45
Diameter, mm
600
Height, mm
600
Tula-Term
Tula
Produced in: Tula
Shaft furnace industrial SSHO-6.12/11
Designation
SSO-6.12/11
Power, kW
75
Diameter, mm
600
Height, mm
1200
Tula-Term
Tula
Produced in: Tula
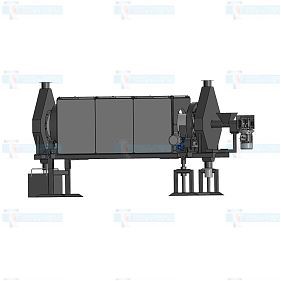
Drum furnace SBO-2,5.13/10-I2PV
The rotating furnace of indirect electric heating SBO-2,5.13/10-I2PV is designed for firing powdered ores to convert them into an oxide form at temperatures up to 1000 oC.
Tula-Term
Tula
Produced in: Tula

Chamber electric resistance furnace CHO-8.16.5/12.5
from
550 000 ₽
Designation: SNO-8.16.5/12.5
Temperature: 1200
Open.doors: electromechanical
Camera size (w.G.V.): 800x1600x500
Regulation zones: 2
Tula-Term
Tula
Produced in: Tula

VD-20NF Eddy Current Flaw Detector
The principle of operation of the VD-20NF eddy current flaw detector
The principle of operation of the VD-20NF flaw detector is based on the generation of eddy currents on the surface of the controlled part and subsequent analysis of the signal at the output of the converter, which correlates with the characteristics of the active secondary field.
The device consists of two main blocks: electronic one and electromechanical one, in which an eddy current converter of transformer type is installed. The controlled products (bearing rollers) enter through the input tray into the electromechanical unit of the flaw detector, where they move sequentially and fall under the pressure rollers of the overhead converter holder. The clamping mechanism is adjusted to each size of the rollers, so as to ensure tight contact with the curved surface and fix the tip of the transducer at the required distance from it.
The detection of defects occurs due to the imbalance of the converter when it is located above the surface of the controlled product, caused by the interaction of the primary electromagnetic field generated by the converter with the secondary electromagnetic field of eddy currents induced in the controlled product by the primary field. When cracks are detected, the electronic unit of the flaw detector gives sound and light warning signals, and also triggers the electromagnet of the sorter, which directs the controlled roller into the tray for defective products. In the absence of defects, the controlled roller is directed towards the output tray of the flaw detector.
Design features and advantages
The VD-20NF eddy current flaw detector is equipped with removable input and output trays, power-on switches and a drive for feeding controlled products to the converter, as well as handrails for convenient transportation of the unit.
The mechanisms of the electromechanical unit are protected by a frame made of steel plates. The electronic unit of the flaw detector is portable and can be installed both on the top panel of the electromechanical unit and on the surface of the desktop. Controls and indications of defect detection are located on the front panel of the electronic unit. The delivery package also includes a power adapter for the electronic unit and a tuning sample. The advantages of the VD-20NF flaw detector include:
high reliability (the service life of the flaw detector is more than 10 years);
it is easy to set up and operate;
it has several types of defect detection alarms;
the high probability of detecting defective products (at least 99.9%);
low number of false positives (less than 5%).
Scope of application
According to the current standards of safety and product quality control during repair work in locomotive depots and repair plants, bearing rollers that have passed visual inspection and are recognized as suitable for further operation according to the criteria of geometry and condition of the working surface are subject to mandatory additional control using eddy current flaw detection to detect fatigue cracks invisible during visual inspection on the rolling surface of the rollers. The VD-20NF eddy current flaw detector allows for quality control and automatic disassembly of bearing rollers of various shapes and sizes both in laboratory and factory conditions in full compliance with the requirements of the regulatory documents of Rosstandart and the methods of performing control measurements used in JSC "Russian Railways".
RII MNPO SPEKTR
Moscow
Produced in: Moscow
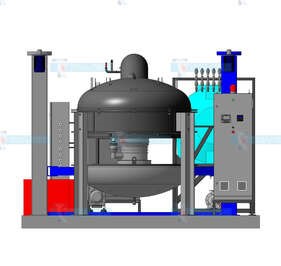
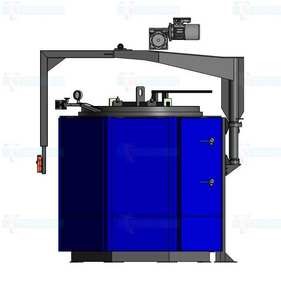
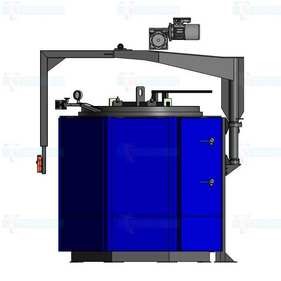
Spherical vacuum furnace with bottom loading ESQVE-13.0.3.0/9.5SHM12
Spherical type vacuum furnace with bottom loading ESQVE-13.0.3.0/9.5SHM12 is designed for heat treatment of titanium rings at temperatures up to 950 degrees and vacuum up to 1x10-3mm Hg.
Tula-Term
Tula
Produced in: Tula

High Temperature Laboratory furnace CHO 5/17
from
1 524 600 ₽
Designation
SNO 5/17
Rated power Pmax, kW
5
Power supply voltage U, In 3 phases + N+PE
220
Maximum operating temperature T slave, oS
1700
Tula-Term
Tula
Produced in: Tula
Shaft furnace industrial SSHO-4.8/11
Designation
SSO-4.8/11
Power, kW
42
Diameter, mm
400
Height, mm
400
Tula-Term
Tula
Produced in: Tula
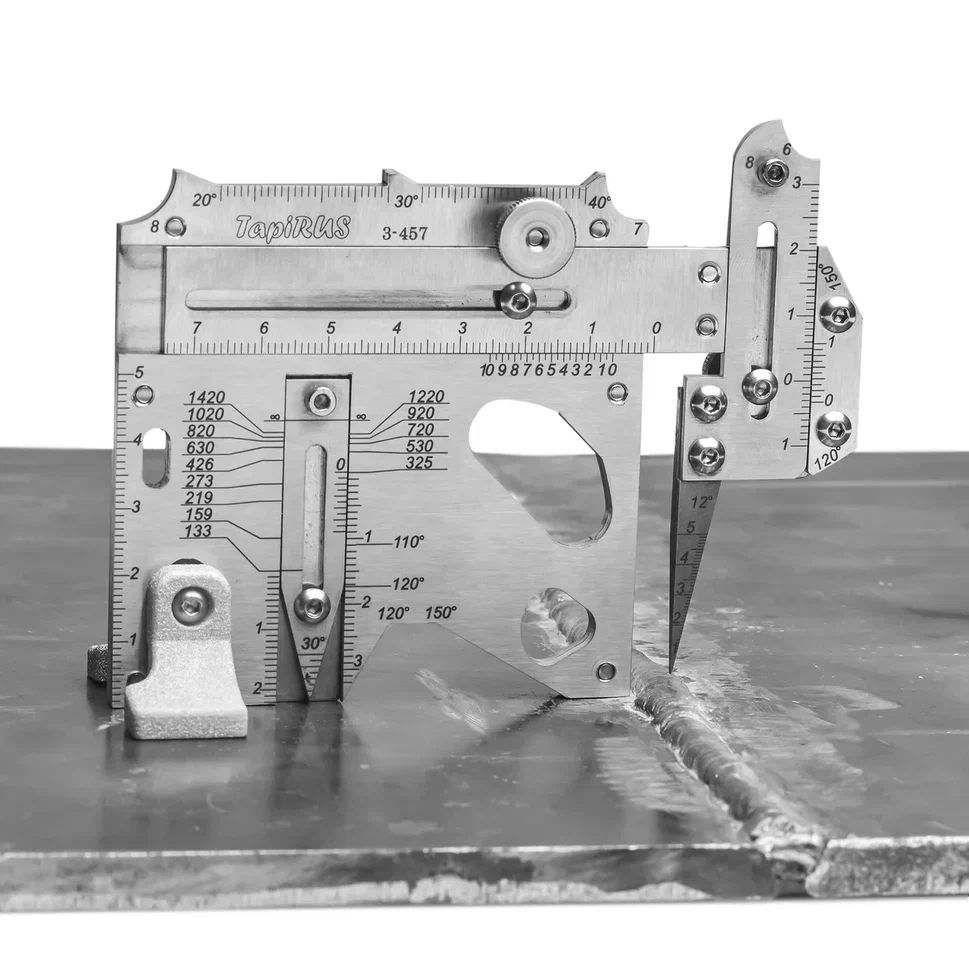
UShS "Tapirus" with cover and supports
from
25 500 ₽
The UShS TapiRus is designed to replace numerous templates and devices used in visual and measuring quality control of welded joints. It is approved as a means of measuring the geometric parameters of welded joints and surface defects during visual and measuring control (VIC) and supplied with verification. It allows you to determine most of the geometric parameters of welded joints and surface defects: the width and convexity of the seam, the depth of the cut, the amount of edge displacement, the angle of the angular seam, the angle of the bevel and the gap, etc. Equipped with supports that allow you to uniquely position the template on a curved surface. To carry out measurements with an error of 0.1 mm, scales with a vernier are applied to the TapiRUS surface. It contains a number of gauges for assessing the smooth transition from the deposited to the base metal, the size of the cathets, radii and angles of cutting edges. Equipped with a probe with a replaceable measuring needle to determine the size of gaps and heights / depressions.
The development, preparation for production and manufacture of TapiRus were carried out exclusively in digital format.
The latest laser and additive technologies are used in the production of TapiRUS:
high-precision laser cutting machines in inert gas;
five-axis CNC machining centers;
ultra-precise color laser engraving of the entire product assembled;
laser stereolithography (SLA) is a technology of layer–by-layer synthesis of a material from a liquid photopolymer.
Advantages
Easy to install. Accurate positioning along the normal to the surface of the object of control and stability of the position when performing measurements.
Functionality. Measurement of most geometric parameters of welded joints and surface defects.
Measurement accuracy. The measurement error on the template scales does not exceed 0.1 mm.
Modernity. Online calculator ergonomic accessories smart version.
More detailed information can be found on the website tapirus.info
MEASURED PARAMETERS AND DEFECTS
VIC at the stage of input control
wall thickness
depth of corrosion ulcers on the base metal
the depth of corrosion ulcers on the weld
the depth of scratches (risks), a bully on the base metal
edge bevel angle
the amount of blunting
geometric parameters of the dent
VIC during assembly (preparation for assembly)
edge offset
withdrawal (angularity) of edges
the gap in the cutting
the height of the potholders
angular displacement
VIC in the welding process (surfacing)
edge offset
height of the root (filling) layer
withdrawal (angularity) of edges
angular displacement
VIC of finished welded joints (structures)
edge offset
angular displacement
the height of the reinforcement of the seam
the height of the bulge (when welding elements of different thickness)
the width of the reinforcement of the seam
withdrawal (angularity) of edges
the depth of the sinking between the rollers
incomplete filling of the cutting edges
scaliness of the seam surface
smooth transition
undercut depth
seam crater depth
technical specifications
Measured parameter Scale Range,mm Error, mm
Depth, mm H 0...20 ±0.1 (in the range 0...10 on), ± 0.5 (in the range over 10...20)
Height, mm H 0...6 ±0.1
Width, mm W 0...55 ±0.1 (in the range 0...10 on), ± 0.5 (in the range over 10...20)
Clearance, mm N 0...5 ±0.1
Dullness, mm F, G 0...25 ±0.5
Specifications
Overall dimensions, mm, no more
(without supports) 115x85x15 ± 0.5
(with supports) 115x85x42 ±0.5
Average time to failure, cycles,
at least 55,000
Weight, kg, not more than 0.22
Average service life, at least 1 year
RII MNPO SPEKTR
Moscow
Produced in: Moscow

EVRAZCOMB – 3 in 1
Purpose: Measurement of temperature, oxygen activity and sampling of molten metal
Scope of application: Oxygen converters, electric arc furnaces, induction furnaces, casting buckets
Measuring range:
from 1 to 2000 ppm O - metal oxidation
from 1400 to 1800 °C - metal temperature
from 0.010 to 0.200% - carbon content
Accuracy: 0 + 3 °C at 1554 °C; (from 5 to 10) mV (depending on the oxygen activity level)
The shape of the selected metal shape:
Circle: thickness 12 mm
Oval: thickness 12 mm
Deoxidizer: Without deoxidizer, aluminum, zirconium, titanium
Measurement time: 8 sec
Tube Length: from 100 to 2500 mm (other length is possible on request)
Slag Cap: Steel, Aluminum, Copper, cardboard
Type of NSH: B, S, R
EVRAZPRIBOR
Lipetsk
Produced in: Lipetsk
Debinding furnace SNOL-25/2,5-I2VP-D
Designation
SNOL-25/2,5-I2VP-D
Volume, l
25
Temperature,oS
250
Supply voltage, V
380±15%+N+PE
Tula-Term
Tula
Produced in: Tula