Каталог

Оборудование
Блескомер Константа ФБ 20°/20°, 60°/60°, 85°/85°
от
285060.00
КОНСТАНТА
Санкт-Петербург
Поиск
72 тов.
Вид:
- Выбрано: 0Применение
- Выбрано: 1Название
- Выбрано: 0Компания
- Выбрано: 0Производство
- Выбрано: 0Дополнительно
Вид:
72 тов.

ВИХРЕТОКОВЫЙ ДЕФЕКТОСКОП ВД-70
Есть у 1 прод.
Вихретоковый дефектоскоп ВД-70 предназначен для контроля продукции из ферромагнитных и немагнитных металлов и сплавов на наличие поверхностных дефектов типа трещин, определения местоположения дефектов и оценки их глубины.
НПК Луч
Балашиха
Произведено в: Балашиха, Московская область

Акустический импедансный дефектоскоп ИД-910
от
163 000 ₽
Компактная версия дефектоскопа ИД-91M со встроенным совмещенным преобразователем и автоматической настройкой.
АКА КОНТРОЛЬ
Москва
Произведено в: Москва

Установка магнитопорошковая стационарная МДС-09
Есть у 1 прод.
Установка магнитопорошковая стационарная МДС-09 предназначена для контроля деталей и изделий из ферромагнитных сплавов магнитопорошковым методом по ГОСТ Р 56512-2015.
Особенности установки магнитопорошковой стационарной МДС-09:
большая номенклатура контролируемых деталей в т. ч. и сложной формы;
простота в эксплуатации;
система автоматической подачи и циркуляции магнитной суспензии
индикация намагничивающего тока;
возможность непрерывной работы более 8 часов при отсутствии специальных систем охлаждения;
автоматическое размагничивание с регулируемой длительностью процесса;
циркулярное и полюсное намагничивание;
не требует проведения поверки и калибровки.
НПК Луч
Балашиха
Произведено в: Балашиха, Московская область

PipeScope 60–170 Портативная система экспресс-диагностики бурильных труб
Система диагностики бурильных труб PipeScope 60 -170 предназначена для проведения электромагнитного экспресс контроля (EMI) по выявлению поперечных дефектов стенки бурильной трубы, выявлению дефектов, связанных с изменением толщины стенки трубы (внутренней и внешней общей коррозии), а также выявлению сквозных дефектов. Контроль соответствует стандарту DS1. Установка является портативной и предназначена для проведения скоростного контроля бурильных труб в полевых условиях.
Технические характеристики PipeScope 60–170
Время контроля трубы в установке не более 30 с
Диапазон диаметров контролируемых труб 60 мм – 170 мм
Диапазон толщин стенки контролируемых труб до 20 мм
Длина контролируемых труб 1..13 м
Максимальное время непрерывной работы в сутки до 24 ч
Номинальное напряжение питания сети 50 Гц, 220 В
Рабочий зазор между датчиком и объектом контроля до 0.5 мм
Диапазон рабочих температур -40 ºС… +40 ºС
Число измерительных каналов для поиска
дефектов по методу рассеяния магнитного потока До 128*
Число измерительных каналов для поиска дефектов и
толщинометрии по методу измерения плотности потока До 96*
Погрешность измерения диаметра труб 0.05%
Погрешность измерения длины проконтролированной трубы 10 см
Реализована возможность размагничивания трубы после
проведения контроля В автоматическом и
в ручном режимах
Охват сплошности контроля по периметру трубы 100%
Время переналадки установки на другой типоразмер БТ не более 30 мин.
Скорость перемещения тележки дефектоскопа по трубе от 0 до 0.9 м/с
Потребляемая мощность до 1 кВт
Вес установки Тележка с корзиной
— не более 11 кг
Катушка намагничивания
— не более 10 кг
Пневмоподъёмник
— не более 72 кг
Минимальный размер детектируемых дефектов В соответствии с DS-1
Минимальное отношение сигнал/шум для сверлений диаметром 1.6 мм В соответствии с DS-1
Погрешность определения линейной координаты дефекта не более 5 см
Погрешность определения угловой координаты дефекта не более 4 градусов °
Контроль установкой соответствует по своим характеристикам стандартам: API Spec 5D,
API RP7G,
DS- 1
Габаритный размер и масса PipeScope 60 — 170 Ultra Pro
в транспортной таре без СОП и без пневмоподъёмников 600 мм Х 600 мм Х 600 мм
/32 кг
Габаритный размер и вес пневмоподъёмника в транспортной таре 1300 мм Х 300 мм Х 300 мм
/72 кг
Габаритный размер и вес СОП в транспортной таре 1900 мм Х 210 мм Х 210 мм
/60 кг
Октанта
Санкт-Петербург
Произведено в: Санкт-Петербург


Преобразователи СП и РСП, СПv3 и РСПv3 (третья версия ИД-91М)
от
34 000 ₽
Преобразователи SPv3 и RSPv3 отличаются от преобразователей предыдущих версий дефектоскопа ИД-91М наличием встроенной памяти и угловым разъемом. Преобразователи SPv3 адаптируются к любому электронному блоку дефектоскопа ИД-91М третьей версии (v3) с помощью утилиты компенсации. Запуск утилиты производится через меню дефектоскопа при подключенном преобразователе.
АКА КОНТРОЛЬ
Москва
Произведено в: Москва

Константа ВД1 авиационный. Вихретоковый дефектоскоп
Проведение процедур неразрушающего контроля воздушных судов гражданской авиации.
Широкий набор специализированных преобразователей и контрольных образцов для дефектоскопии деталей летательных аппаратов позволяет производить контроль в соответствии с методиками, утвержденными ФГУП ГосНИИ ГА и разработчиками воздушных судов и авиационных двигателей.
Ориентирован на замену дефектоскопов серии ТВД.
КОНСТАНТА
Санкт-Петербург
Произведено в: Санкт-Петербург

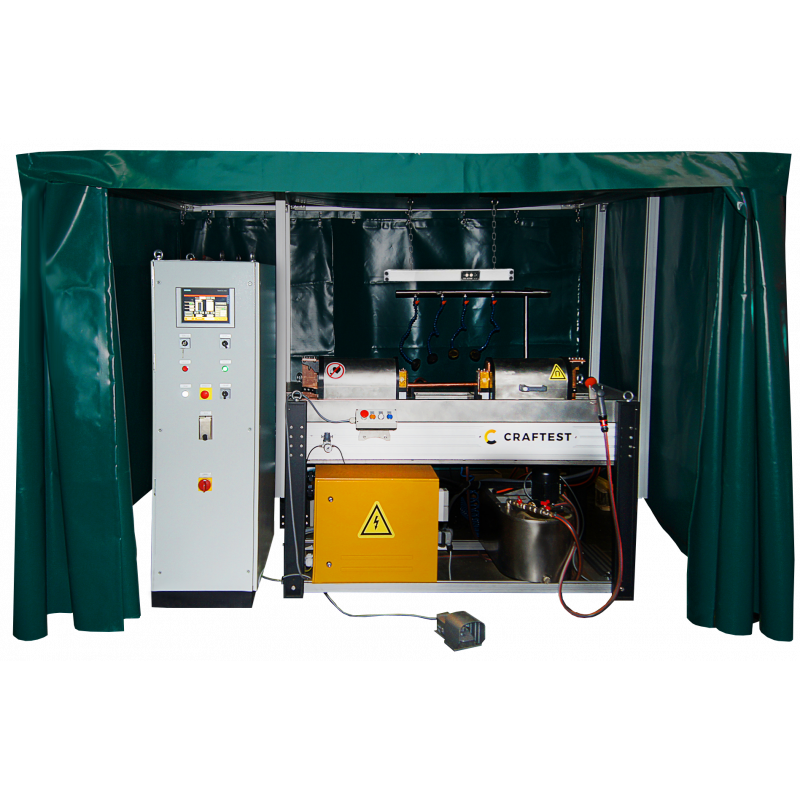
Стационарный магнитопорошковый дефектоскоп КРАФТЕСТ УМДЭ
Стационарный магнитопорошковый дефектоскоп КРАФТЕСТ УМДЭ (межд. CRAFTEST UMDE) обеспечивает выявление поверхностных и подповерхностных дефектов любой ориентации в ферромагнитных деталях различной формы длиной до 5000 мм по классам чувствительности А, Б, В в соответствии с ГОСТ Р 56512-2015. С внешним соленоидом.
Ключевые особенности:
• Полная или частичная автоматизация таких операций, как загрузка контролируемой детали, её зажим, намагничивание, полив магнитопорошковой суспензией, вращение детали при её осмотре, размагничивание и разжимание детали.
• Возможность комбинированного намагничивания позволяет сократить время контроля за счёт одновременного намагничивания двумя способами. Осуществляется благодаря ПО, разработанному КРАФТЕСТ.
• Высокая производительность за счёт автоматизации и высокая надежность позволяют снизить затраты на обслуживание дефектоскопа и обеспечивают его быструю окупаемость.
• Повторяемость результатов, протоколирование процессов, хранение параметров и результатов контроля обеспечивают уверенность в правильности проведенной дефектоскопии, удобство использования дефектоскопа и проведения анализа полученных результатов.
• Соответствует ГОСТ 21105-87, ГОСТ Р 56512-2015 и DIN EN ISO 9934-1 по классам чувствительности А, Б, В.
Крафтест Рус
Челябинск
Произведено в: Челябинск

Вихретоковый сканер
Предназначен для визуализации скрытых подповерхностных дефектов в металлах.
Разработан совместно с фирмой «Главдиагностика».
АКА КОНТРОЛЬ
Москва
Произведено в: Москва
Стационарный магнитопорошковый дефектоскоп КРАФТЕСТ МДС
Стационарный магнитопорошковый дефектоскоп КРАФТЕСТ МДС для выявления поверхностных и подповерхностных дефектов любой ориентации в ферромагнитных деталях различной формы длиной до 900 мм по классам чувствительности А, Б, В в соответствии с ГОСТ Р 56512-2015.
Ключевые особенности:
• Полная или частичная автоматизация таких операций, как загрузка контролируемой детали, её зажим, намагничивание, полив магнитопорошковой суспензией, вращение детали при её осмотре, размагничивание и разжимание детали.
• Возможность комбинированного намагничивания позволяет сократить время контроля за счёт одновременного намагничивания двумя способами. Осуществляется благодаря ПО, разработанному КРАФТЕСТ.
• Высокая производительность за счёт автоматизации и высокая надежность позволяют снизить затраты на обслуживание дефектоскопа и обеспечивают его быструю окупаемость.
• Повторяемость результатов, протоколирование процессов, хранение параметров и результатов контроля обеспечивают уверенность в правильности проведенной дефектоскопии, удобство использования дефектоскопа и проведения анализа полученных результатов.
• Соответствует ГОСТ 21105-87, ГОСТ Р 56512-2015 и DIN EN ISO 9934-1 по классам чувствительности А, Б, В.
Крафтест Рус
Челябинск
Произведено в: Челябинск

Акустический импедансный дефектоскоп ИД-91М™
от
171 000 ₽
Параметры акустических колебаний поверхности ОК, возбужденных преобразователем, определяются акустическими свойствами зоны ОК, в которой установлен преобразователь. Приемный пьезоэлемент преобразователя фиксирует акустические колебания поверхности ОК и по параметрам электрического сигнала с приемного пьезоэлемента судят о свойствах (дефектности) ОК. Для контроля используют два типа преобразователя: совмещенный и раздельно-совмещенный. Одной из главных особенностей дефектоскопа ИД-91М v3 (ID-91M V3) является функция удаленного обновления программного обеспечения (владелец прибора самостоятельно сможет поменять версию.
АКА КОНТРОЛЬ
Москва
Произведено в: Москва

УНМ-300/2000 переносное намагничивающее устройство
Принцип работы магнитопорошкового дефектоскопа:
Прибор обеспечивает контроль и обнаружение дефектов поверхности способом приложенного поля (СПП) или способом остаточной намагниченности (СОН).
В комплект с прибором входят силовые кабели, выносные соленоиды, и электромагнит, с помощью которых можно производить продольное или циркулярное намагничивание детали. Для транспортировки технического средства и обнаружения дефектов в полевых условиях предусмотрена тележка. Намагничивание осуществляется переменным, постоянным или импульсным током большой величины, за счет чего достигаются высокие значения напряженности намагничивающего поля.
Особенности и преимущества прибора магнитопорошкового контроля УНМ-300/2000:
Микропроцессорное управление, что позволяет запоминать и точно воспроизводить нужные режимы и выбранные параметры измерения, а также работать в составе автоматизированных стендов и систем контроля;
Намагничивающее устройство имеет на лицевой стороне цифровой индикатор и панель управления для выбора режима работы, вида и силы тока;
Автоматическое распознавание типа подключенного внешнего намагничивающего устройства;
Контроль температуры устройства и автоматическое отключение при перегреве;
Выносные подключаемые устройства намагничивания позволяют контролировать качество деталей и узлов сложной формы;
Автоматическое размагничивание контролируемых узлов и деталей;
Оборудование соответствует требованиям ГОСТ Р 56512-2015, ГОСТ Р 53700-2009 (ИСО 9934-3:2002), ГОСТ Р 50.05.06-2018, ГОСТ Р ИСО 10893-5-2016, ГОСТ ISO 17638-2018, РД 34.17.102-88 и РД-13-05-2006;
Приборы семейства «Манул», УНМ-300/2000 и аналогичные, одобрены к использованию на предприятиях РЖД.
Область применения:
Магнитопорошковая дефектоскопия незаменима там, где требуется контроль качества различных ответственных и нагруженных узлов и деталей, выявление дефектов поверхности, возникающих при их производстве, хранении и эксплуатации.
Устройство может быть востребовано:
на заводах по производству и ремонту автомобильной, авиационной и железнодорожной техники, предприятиях метрополитена, военно-промышленного комплекса (ВПК) (проверка валов, осей, колесных пар, поршней, балок, рессор и пр.);
в гражданском и военном судостроении, предприятиях лифтового и кранового хозяйства (контроль такелажного оборудования, крюков и пр.);
на трубопрокатных заводах (определение дефектов проката);
в нефтегазовой, химической промышленности (проверка сварных швов оборудования, работающего под давлением).
Портативный магнитопорошковый дефектоскоп УНМ-300/200 имеет относительно небольшой вес и габариты, что позволяют использовать его как стационарное или переносное устройство в специализированных лабораториях по контролю качества или в обычных цехах, гаражах, ангарах, локомотивных депо или на складах.
Прибор УНМ 300/2000, как и другие средства магнитопорошкового контроля, как правило, используются вместе со вспомогательным оборудованием для приготовления и нанесения магнитного порошка (суспензии), для фиксации индикаторного рисунка, магнитометрами для определения остаточной намагниченности, средствами визуального контроля – лупами и эндоскопами, а также с ультрафиолетовыми облучателями в случае использования люминесцентных порошков.
Технические характеристики
Токи намагничивания
Переменный,
Импульсный,
Выпрямленный (только для соленоида и электромагнита)
Погрешность измерения тока намагничивания – не более 10%.
характеристики импульсного тока
Частота следования однополярных импульсов тока при намагничивании и разнополярных импульсов тока при размагничивании – (2±0,2) Гц.
Длительность импульсов тока – не менее 1,5 мс.
Магнитные характеристики соленоида
Максимальное переменное магнитное поле в центре одиночного соленоида – не менее 100 А/см.
Максимальное переменное магнитное поле на оси в центре между двумя соленоидами, расположенными на расстоянии 200мм, - не менее 60 А/см.
Максимальное постоянное магнитное поле в центре одиночного соленоида – не менее 80 А/см.
Максимальное постоянное магнитное поле на оси в центре между двумя соленоидами, расположенными на расстоянии 200мм, - не менее 50 А/см.
Значения токов намагничивания
Максимальный переменный ток намагничивания в размотанном кабеле 6 м × 50 мм2 и на электроконтактах – не менее 1000 А.
Максимальный импульсный ток намагничивания в размотанном кабеле 4 м × 10 мм2 и на электроконтактах – не менее 2000 А.
Диапазон регулировки тока в соленоидах и электромагните – от 0,5 до 4,5 А.
Характеристики электромагнита
Максимальное переменное магнитное поле в воздушном зазоре электромагнита при межполюсном расстоянии:
- 140 мм – не менее 75 А/см;
- 40 мм – не менее 300 А/см.
Максимальное постоянное магнитное поле в воздушном зазоре электромагнита при межполюсном расстоянии:
- 140 мм – не менее 100 А/см;
- 40 мм – не менее 400 А/см.
Режим работы
Режим работы – циклический: намагничивание/пауза.
Время намагничивания регулируется в пределах от 1 до 40 с.
Время размагничивания регулируется в пределах от 5 до 60 с.
Размагничивание деталей производится в автоматическом режиме.
Время установления рабочего режима – не более 15 с.
Продолжительность непрерывной работы – не менее 8 часов.
параметры электропитания
Питание устройства осуществляется от сети переменного тока напряжением 220 В частотой 50 Гц.
Потребляемая от сети мощность – не более 5 кВА.
массогабаритные характеристики
Габаритные размеры устройства (ш×в×г) – не более 267×245×465 мм.
Масса устройства – не более 50 кг.
прочие характеристики
Средняя наработка на отказ – не менее 12500 ч.
Среднее время восстановления работоспособности – не более 6 ч.
Средний срок службы устройства – не менее 10 лет.
соответствие стандартам
Полностью соответствует требованиям ГОСТ Р 56512-2015, ГОСТ Р 53700-2009 (ИСО 9934-3:2002), ГОСТ Р 50.05.06-2018, ГОСТ Р ИСО 10893-5-2016, ГОСТ ISO 17638-2018, РД 34.17.102-88 и РД-13-05-2006 в части требований, предъявляемым к намагничивающим устройствам и магнитопорошковым дефектоскопам.
Распознавание подключаемой нагрузки
Автоматическое распознавание типов подключаемой нагрузки: кабелей, соленоидов и электромагнита
Управление током подключаемой нагрузки
Позволяет управлять током подключаемых электромагнита переменного/постоянного тока и соленоидов
НИИИН МНПО СПЕКТР
Москва
Произведено в: Москва