Каталог
М-Шейп
6 тов.
Вид:
Телефон:
E-mail:
guzel@meltoshape.com
Сайт: https://mshape.ru
Адрес:
Россия, Москва, Складочная, 1с6
Сайт: https://mshape.ru
Адрес:
Россия, Москва, Складочная, 1с6
- Выбрано: 0Применение
- Выбрано: 0Название
- Выбрано: 0Компания
- Выбрано: 0Производство
- Выбрано: 0Дополнительно
Вид:
6 тов.

Филамент M-Shape METAL Iconel 718 1.75мм
от
24 500 ₽
Благодаря высокому содержанию (91%) мелкодисперсного сферического металлического порошка этот материал позволяет создавать конструкционные детали, которые после спекания приобретают свойства жаропрочной стали марки Inconel 718.
Ключевые преимущества и особенности:
Inconel 718 - это жаропрочный высококачественный сплав, который разработан и создан конкретно для эксплуатации при температурных режимах, достигающих 700 °C.
Для печати рекомендуется использовать стальное сопло диаметром 0.4–1 мм и платформу с покрытием PEI или стеклом, разогретую до 110 °C. Оптимальная температура экструдера — 230–250 °C, скорость печати — 5–12 мм/сек.
После печати изделия проходят этап вымывания связующего в гептане и последующее спекание в вакууме по специальному температурному графику, что обеспечивает формирование металлической структуры.
Изделия из Филамент M-Shape METAL Inconel 718 1.75мм после спекания демонстрируют объёмную усадку около 45,5%, что необходимо учитывать при проектировании моделей.
Материал идеально подходит для создания металлических деталей, которые при необходимости могут подвергаться дальнейшей постобработке (шлифовка, галтовка, сверление, сварка, т.д.).
Рекомендации по работе:
Избегайте сквозняков и колебаний температуры в зоне печати.
Не допускайте натяжения филамента при подаче — оставляйте небольшую петлю.
Для качественных изделий рекомендуется толщина стенки не менее двух периметров.
Перед печатью филамент необходимо просушить при 50 °C не менее 2 часов.
Упаковка:
Каждая катушка филамента упакована в многоразовый вакуумный пакет с силикагелем для сохранения свойств материала при хранении и транспортировке.
М-Шейп
Москва
Произведено в: Москва

MIM-гранулы из нержавеющей стали 17-4PH
от
16 700 ₽
MIM-гранулы M-Shape 17-4PH — это специализированный материал на основе нержавеющей стали для производства деталей методом литья металлов под давлением (Metal Injection Molding, MIM), а также для 3D-печати с использованием FDM/FGF-технологий. Благодаря высокому содержанию (91%) тонкодисперсного металлического порошка и тщательно подобранному гранулометрическому составу, материал позволяет получать изделия с высокой прочностью, коррозионной стойкостью и технологичностью.
Ключевые преимущества и особенности:
- Массовая доля металла — 91%, частицы 0–25 мкм, плотность 4.65 г/см³.
- Высокая прочность и коррозионная стойкость после правильного спекания, включая возможность термообработки.
- Совместимость с технологиями FGF и литья металлов под давлением.
- Требуется сушка гранул перед печатью: 2 ч при 50°C.
- Процесс вымывания: гептан, 60–65°C, 12–16 часов; финальная промывка 30 мин, затем сушка (вакуумный шкаф 40 °C, 2 ч или сушильный шкаф 50 °C, 8 ч).
- Объемная усадка после спекания: около 45.5% — необходимо закладывать при проектировании моделей.
- Механические свойства конечных изделий зависят от правильного соблюдения всех этапов MIM-процесса.
Рекомендация для FGF-печати использовать:
- Температура сопла/печати: 230–250 °C.
- Температура печатной платформы: 100–110 °C.
- Материал платформы: PEI, стекло.
- Скорость печати: 10–60 мм/с.
- Стальное сопло (диаметр по требованию задачи).
Рекомендация для литья по MIM-технологии:
- Температура расплава: 230–250 °C.
- Температура пресс-формы: 70 °C.
М-Шейп
Москва
Произведено в: Москва
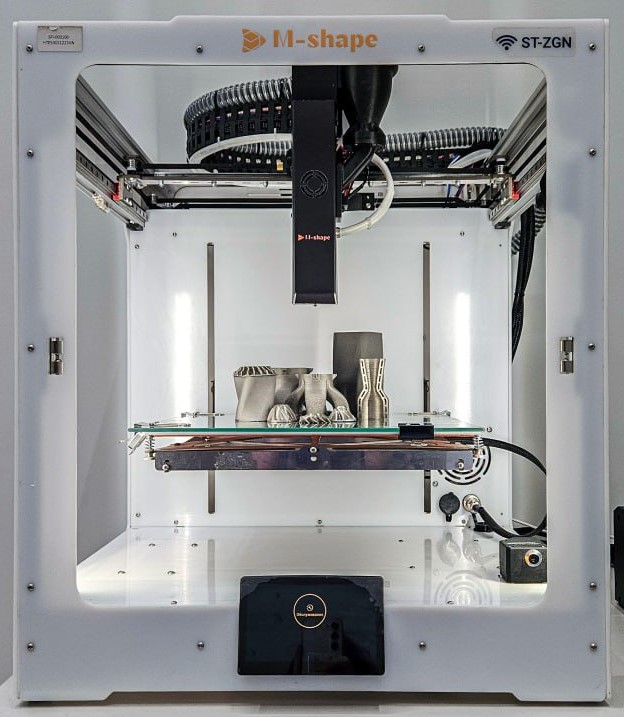
3D-принтер M-Shape FGF 220х220х200
от
1 850 000 ₽
Зона печати: 220х220х200 мм
Рабочая температура сопла: 80-300С
Тип термокамеры: пассивная
Нагрев стола: до 120С
Скорость печати: до 60 мм/сек
Тип сырья: гранулы (металлополимерные, керамополимерные, композиты)
Тип подачи гранул: автоматическая
Объем бункер сырья: 1л
Тип подачи материала: шнековый (винтовой)
Диаметр шнека: 8мм
Производительность экструдера: 0.6 кг/ч
Максимальная рабочая температура: 300°C
Тип нагревателя: керамический
Количество нагревателей: 2
Тип охлаждения: активное комбинированное, воздушное в зоне загрузки и водяной контур
Тип сопел: М6, сменные, диаметры от 0.4 до 1мм, сталь, латунь.
Потребляемая мощность: до 2 кВт
М-Шейп
Москва
Произведено в: Москва

Филамент M-Shape METAL 17-4PH 1.75мм
от
24 500 ₽
Филамент M-Shape METAL 17-4PH 1.75мм — это специализированный металлический филамент на основе нержавеющей стали 17-4PH, предназначенный для 3D-печати металлических изделий по технологии MEX/FFF.
Благодаря высокому содержанию (91%) мелкодисперсного сферического металлического порошка этот материал позволяет создавать конструкционные детали, которые после спекания приобретают свойства стали марки 17-4РН.
Ключевые преимущества и особенности:
Филамент M-Shape METAL 17-4PH 1.75мм сочетает в себе высокую прочность, коррозионную стойкость и отличную технологичность, что делает его востребованным для прототипирования, производства функциональных деталей и инженерных задач.
Печать этим материалом требует закрытой камеры и стабильных температурных условий, что обеспечивает качественное формирование слоёв и минимизацию деформаций.
Для печати рекомендуется использовать стальное сопло диаметром 0.4–1 мм и платформу с покрытием PEI или стеклом, разогретую до 110 °C. Оптимальная температура экструдера — 210–235 °C, скорость печати — 5–12 мм/сек.
После печати изделия проходят этап вымывания связующего в гептане и последующее спекание в вакууме по специальному температурному графику, что обеспечивает формирование металлической структуры.
Изделия из Филамент M-Shape METAL 17-4PH 1.75мм после спекания демонстрируют объёмную усадку около 45,5%, что необходимо учитывать при проектировании моделей.
Материал идеально подходит для создания металлических деталей, которые при необходимости могут подвергаться дальнейшей постобработке (шлифовка, галтовка, сверление, сварка, т.д.).
Рекомендации по работе:
Избегайте сквозняков и колебаний температуры в зоне печати.
Не допускайте натяжения филамента при подаче — оставляйте небольшую петлю.
Для качественных изделий рекомендуется толщина стенки не менее двух периметров.
Перед печатью филамент необходимо просушить при 50 °C не менее 2 часов.
Упаковка:
Каждая катушка филамента упакована в многоразовый вакуумный пакет с силикагелем для сохранения свойств материала при хранении и транспортировке.
М-Шейп
Москва
Произведено в: Москва

MIM-гранулы из жаропрочной стали Inconel 718
от
16 700 ₽
MIM-гранулы M-Shape Metal Inconel 718 — это специализированный материал на основе жаропрочного никелевого сплава Inconel 718, предназначенный для производства металлических изделий методом литья металлов под давлением (Metal Injection Molding, MIM) и FGF 3D-печати. Благодаря высокому содержанию (91%) мелкодисперсного металлического порошка и тщательно подобранному гранулометрическому составу материал позволяет получать тонкостенные изделия с высокой плотностью и прочностью. Inconel 718 - это жаропрочный высококачественный сплав, который разработан и создан конкретно для эксплуатации при температурных режимах, достигающих 700 °C.
Ключевые преимущества и особенности
- Массовая доля металла — 91%, частицы 0–25 мкм, плотность 4.65 г/см³.
- Высокая прочность и коррозионная стойкость после правильного спекания, включая возможность термообработки.
- Совместимость с технологиями FGF и литья металлов под давлением.
- Требуется сушка гранул перед печатью: 2 ч при 50°C.
- Процесс вымывания: гептан, 60–65°C, 12–16 часов; финальная промывка 30 мин, затем сушка (вакуумный шкаф 40 °C, 2 ч или сушильный шкаф 50 °C, 8 ч).
- Объемная усадка после спекания: около 45.5% — необходимо закладывать при проектировании моделей.
- Механические свойства конечных изделий зависят от правильного соблюдения всех этапов MIM-процесса.
Рекомендации для FGF-печати:
- Температура сопла/печати: 230–250 °C.
- Температура печатной платформы: 100–110 °C.
- Материал платформы: PEI, стекло.
- Скорость печати: 10–60 мм/с.
- Стальное сопло (диаметр по требованию задачи).
Рекомендации для литья по MIM-технологии:
- Температура расплава: 230–250 °C.
- Температура пресс-формы: 70 °C.
Химический состав стали (после спекания)
Fe: баланс
Ni: 50-55%
Cr: 17-21%
Mo: 4.75-5.5%
Nb: 2.8-3.3%
Ti: 0.65-1.15%
Al: 0.2-0.8%
Cu: <0.3%
Co: <1%
C: <0.035%
Mn: <0.35%
Si: <0.08%
P: <0.015%
B: <0.006%
S: <0.015%
Процесс спекания: многоступенчатый процесс с постепенным нагревом, достигая максимальной температуры 1200 °C. Вакуум менее 0.001 Па на всех стадиях спекания.
Усадка изделия: объемная усадка после спекания: ~45.5%.
Упаковка и хранение:
- Гранулы поставляются в герметичной упаковке.
- Рекомендуется хранение при пониженной влажности.
М-Шейп
Москва
Произведено в: Москва

Керамополимерный фидсток на основе ВК94-1 для 3D-печати
от
10 000 ₽
Высоконаполненная керамополимерная смесь на основе вакуум плотной керамики ВК94-1 с содержанием порошка керамики 52 об%. Подходит для 3D-печати на FGF-принтерах и инжекционного литья на термопластавтоматах. Сформованные заготовки спекают на воздухе или в инертной среде с получением готовых высокоплотных керамический изделий.
Тип керамики ВК94-1
Содержание керамики 52 об%
Температура формовки 250-270С
Температура спекания 1600С
М-Шейп
Москва
Произведено в: Москва