Catalog

Search
211 products
View:
- Selected: 1Areas of use
- Selected: 0Item names
- Selected: 0Manufacturer
- Selected: 0Made in
- Selected: 0Additional
View:
211 products



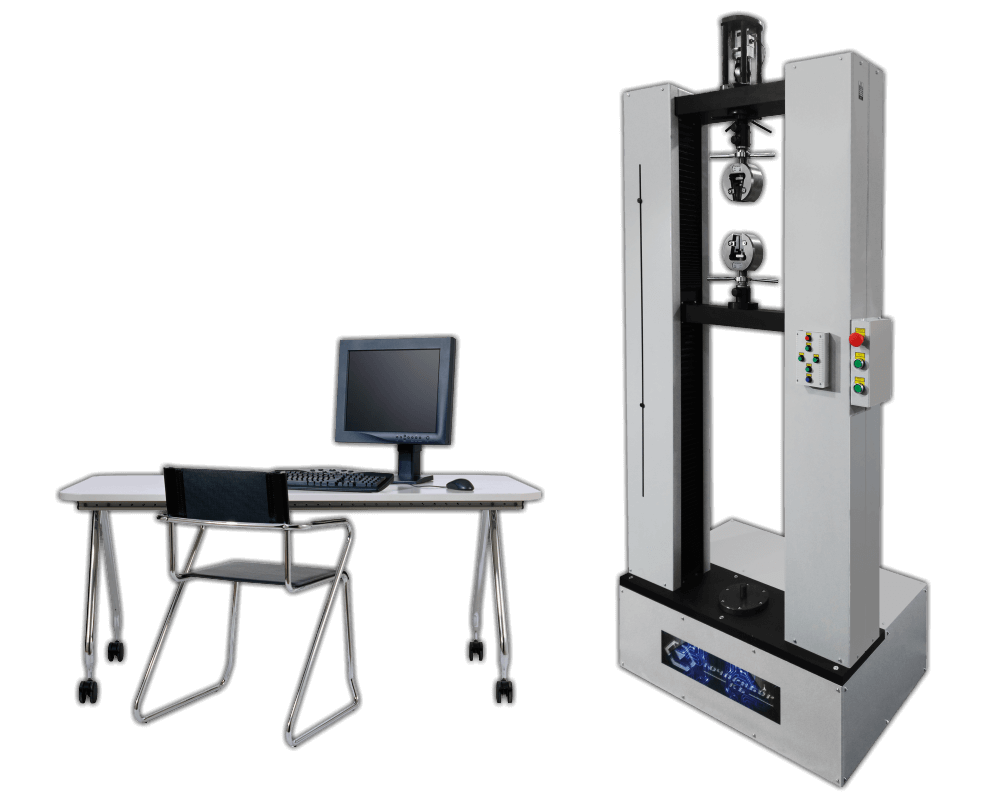


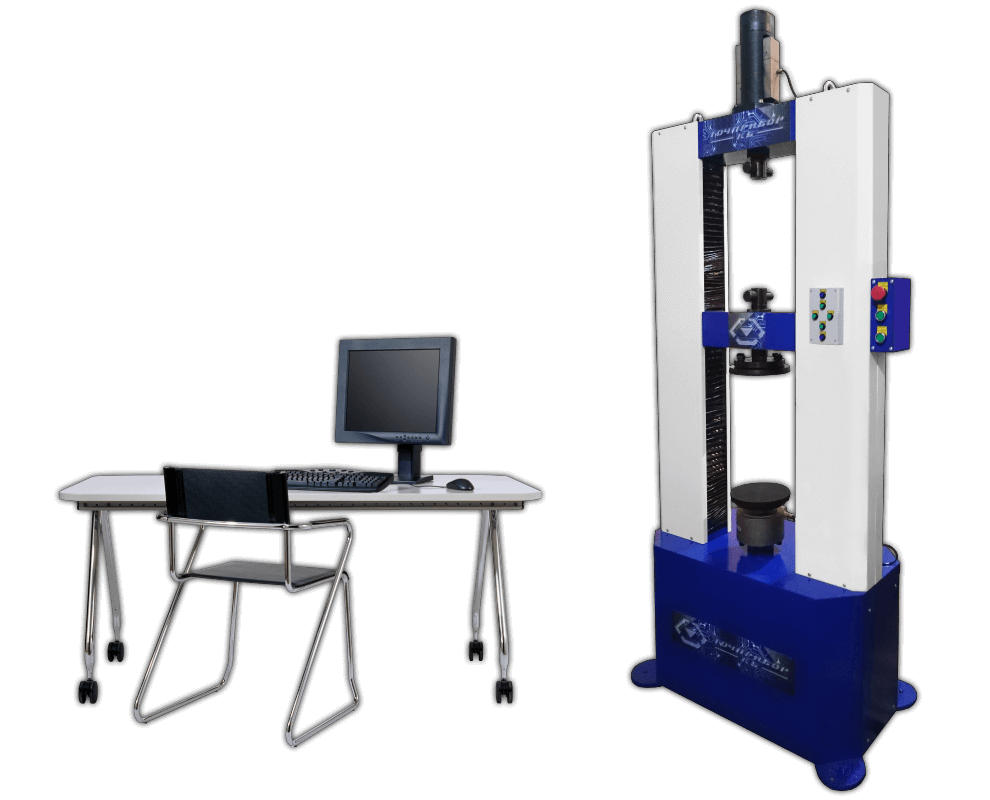
IMK-30 Torsion testing machine
Technical specifications:
Maximum load (torque): 30 N·m
Maximum twisting angle: 50000°
The discreteness of the twisting angle: 0.01°
Twisting angle error: ±0.1°
Torque discreteness: 0.001 N·m
Relative error of torque measurement: no more than 1% in the measurement range from 0.6 to 30 Nm
Torque measurement error: no more than 0.01 N·m in the measurement range from 0 to 0.6 N · m
Maximum rotation speed: 10 rpm
Weight: 150 kg
Overall dimensions (length x width x height): 1000 x 500 x 500 mm
Diameter of the universal testing device: 80 mm
Maximum spring length: 300 mm or more
Tochpribor-KB
Ivanovo
Produced in: Ivanovo

Nanolab based on NTEGRA PRIMA AFM
Scanning Probe Microscopy
In air and in liquid: AFM (contact + semi-contact + non-contact) / Lateral Force Microscopy/ Phase Mapping/ Force Modulation/ Adhesive Force Mapping/ Lithographs: AFM (Power)
Only in air: STM/MSM/ESM/SEM/ Kelvin Probe Method/ Display of Spreading Resistance/ AFAM (on demand)/Lithographs: AFM (Current), STM/.
NT-MDT
Zelenograd
Produced in: Moscow, Zelenograd
Scanning probe microscope SMM-2000
Viewing and measuring grains and defects in the structure of materials, resolution to atoms (Nobel Prize in 1986), replacement of metal-graphic and electron microscopes
Increase: from x2 thousand to x10 million.
Measuring range: 0.2 nm to 30 microns
All basic (STM, contact and vibro-AFM) modes, and more than 25 extras.modes
Zavod "Proton"
Zelenograd
Produced in: Moscow, Zelenograd

Chromatograph Milichrome A-02
Overall dimensions: 550x230x350 mm
Weight (without computer): ~17 kg
Power consumption: up to 200 watts
Warranty service : 1 year
Detector
Two-beam spectrophotometer
Spectral range – 190-360 nm
Simultaneous detection at 1-8 wavelengths
Cell volume – 1.2 µl
Noise <0.0001 E.O.P. at 250 nm
Drift <0.00005 E.O.P./hour at 250 nm
Column
Ø2x75 mm stainless steel
The efficiency of the column is up to 6000 theoretical plates
Thermostat
Solid-state electric
Set temperature from 35 to 90°C
The discreteness of the temperature setting is 1 °C
Temperature control error ±0.3°C
Pump
Two-pronged, gradient
The feed rate is from 5 to 1000 µl/min, the
maximum pressure is 70 atm
. The gradient is formed from 1 to 20 linear sections
Automatic doser
Automatic, programmable
Number of test tubes – 46
The number of analyses in the series is from 1 to 200
The dosed volume is from 1 to 99 µl
Test tubes made of glass with a volume of 200 µl
Polyethylene tube stoppers
Software
OS: Windows® XP/7/10
Milichrome A-02™, Multichrome™, Alphachrome, Alphaspectrum
EkoNova
Novosibirsk
Produced in: Novosibirsk