Каталог

Оборудование
Блескомер Константа ФБ 20°/20°, 60°/60°, 85°/85°
от
285060.00
КОНСТАНТА
Санкт-Петербург
Поиск
135 тов.
Вид:
- Выбрано: 0Применение
- Выбрано: 1Название
- Выбрано: 0Компания
- Выбрано: 0Производство
- Выбрано: 0Дополнительно
Вид:
135 тов.
Измеритель длины кабеля РЕЙС-50
от
42 600 ₽
Измеритель длины кабеля РЕЙС-50 это цифровой портативный (карманный) прибор, разработан фирмой СТЭЛЛ для широкого применения при измерении длин силовых кабелей, кабелей связи, контрольных кабелей, кабелей управления и всех других типов кабелей и проводов.
Стэлл
Брянск

Двухканальный прецизионный измеритель температуры МИТ 8.20
Поверка и калибровка эталонных (образцовых) термопреобразователей сопротивления (ТС) 0го, 1го, 2го и 3го разрядов.
Прецизионные измерения температуры.
Аттестация реперных точек МТШ-90.
ИзТех
г. Зеленоград
Произведено в: Москва, Зеленоград
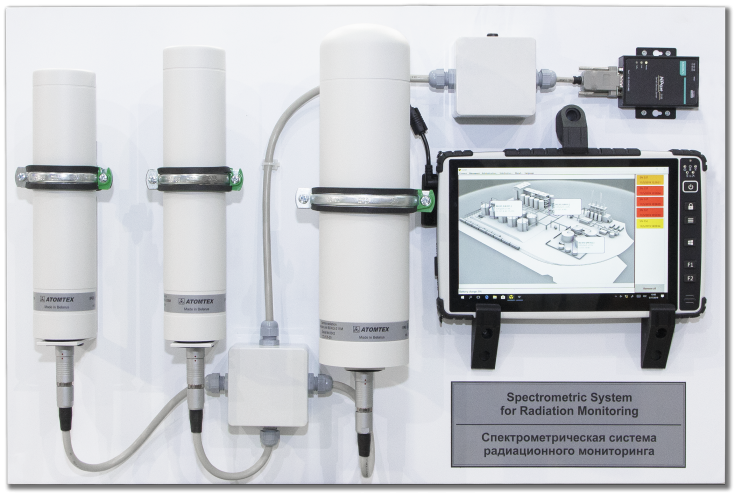
СПЕКТРОМЕТРИЧЕСКАЯ СИСТЕМА РАДИАЦИОННОГО МОНИТОРИНГА
Отображение спектров и мощности дозы измеренных каждым блоком детектирования (БД) на плане объекта или карте местности
Идентификация радионуклидного состава источника
Возможность расширения энергетического диапазона до 5 МэВ
Герметичное исполнение БД (IР68)
Резервный источник питания
Атомтех
Минск
Произведено в: Беларусь, Минск

ВЕ-метр. Модификация «АТ-004» и «50Гц» с блоком управления «НТМ-Терминал»
от
66 500 ₽
Измеритель параметров электрического и магнитного полей трехкомпонентный - предназначен для контроля норм по электромагнитной безопасности при специальной оценке условий труда, производственном контроле и комплексных санитарно-гигиенических обследованиях объектов. Измеритель оснащен изотропными датчиками ЭМП (ненаправленного приема).
НТМ-ЗАЩИТА
Москва
Произведено в: Москва


Аппаратура геодезическая спутниковая одночастотная МТ-5
УОМЗ
Екатеринбург
Произведено в: Екатеринбург

Аппаратура геодезическая спутниковая многочастотная РС-2
УОМЗ
Екатеринбург
Произведено в: Екатеринбург


Измеритель уровней электромагнитных излучений П3-100
Измерители широкополосные электромагнитных излучений П3-100 (далее – измерители П3-100) предназначены для измерений
- плотности потока энергии (ППЭ) в диапазоне частот от 300 МГц до 40 ГГц;
- напряженности электрического поля (НЭП) от 9 кГц до 300 МГц;
- напряженности магнитного поля (НЭП) от 9 кГц до 50 МГц.
ННПО им. М.В.Фрунзе
Нижний Новгород
Произведено в: Нижний Новгород

Измеритель электростатического поля ИЭСП-01
Прибор предназначен для измерения:
- напряженности электростатического поля независимо от условий и природы его возникновения;
- электростатического потенциала экранов дисплеев на рабочих местах с компьютерной техникой;
- электростатического потенциала экранов дисплеев при их сертификации по требованиям ГОСТ Р.
RangeVision
Красногорск
Произведено в: Фрязино, Московская область

Эталонная измерительная установка девиации частоты К2-85
ННПО им. М.В.Фрунзе
Нижний Новгород
Произведено в: Нижний Новгород