目录

搜索
251 商品
类型
- 已选择:用途
- 已选择:名称
- 已选择:公司
- 已选择:原产地
- 已选择:此外
类型
251 商品

火焰光度计FPA-02
受控参数:
钠、钾、钙、锂、锶、铯。
应用范围:
- 农业
- 医疗保健
- 制药;
- 玻璃工业
- 化学工业
- 冶金工业;
- 环境保护。
优势:
- 同时测量所有六种元素;
- 测量六种元素的持续时间为 15 秒;
- 火焰控制;
- 易于阅读的显示屏;
- 可连接电脑;
- 软件。
- 压缩机
Spectroscopic systems
Moscow
生产于: 莫斯科

EURAZSAMP ESC 低碳采样
目的:化学、光谱等分析采样
熔融金属
适用范围:氧气转炉、电弧炉、感应炉、脱气机、钢包、浇包等。
采样器类型:带加长杆的陶瓷采样器
工作温度范围(取决于采样器类型):
从 1150°С 到 2020°С
选择时间:3~5秒
管长度:100 至 1500 mm(可根据要求提供其他长度)
渣帽:钢、纸板、铝
脱氧剂:无脱氧剂、铝、锆、钛
EVRAZPRIBOR
Lipeck
生产于: 利佩茨克

实验室电炉KEP-L5/1250
从
128 000 ₽
1 个卖家有售
技术规格。
工作室容积5升。
最高加热温度1250°C。
工作腔的尺寸(深x宽x高)295x150x100 毫米。
功率2.4 千瓦。
电源参数:220V/50Hz/1相。
水平装载。
外形尺寸(长x宽x高)790x590x780 毫米。
重量90公斤。
ARAVANA
Trekhgornyj
生产于: 车里雅宾斯克

声学阻抗探伤仪ID-91M
从
171 000 ₽
它用于航空航天设备的生产和运营中,进行负责任的无损检测。
操作原理基于声脉冲阻抗的原理。
缺陷警报系统采用阈值触发,同时提供光和声音警报(可切断)。信号电平由箭头指示灯来指示和控制。
该设备配备两种类型的换能器:组合式(SP)和单独/组合式(RSP)。
换能器的尖端材料是氧化铝陶瓷,耐磨性在阳极氧化铝中相当于5km。
在由组合换能器检测的复合材料制品中,能检测到的缺陷最小尺寸为5mm。
在由分离-组合式换能器检测的复合材料制品中,能检测到的缺陷最小尺寸为8mm。
单独/组合式换能器在复合材料制品中检测缺陷的最大深度为13mm(在由铝合金制成的结构中为3mm)。而组合式换能器的最大检测深度为4mm(铝合金结构中为1.5mm)。
设备具备在单独/组合式换能器工作时,在较低阈值触发缺陷报警的功能。
该设备可由6f22型电池、9V电池或220V、50Hz的主电源供电。
新充电电池的连续运行时间可达25小时。
AKA-CONTROL
Moscow
生产于: 莫斯科
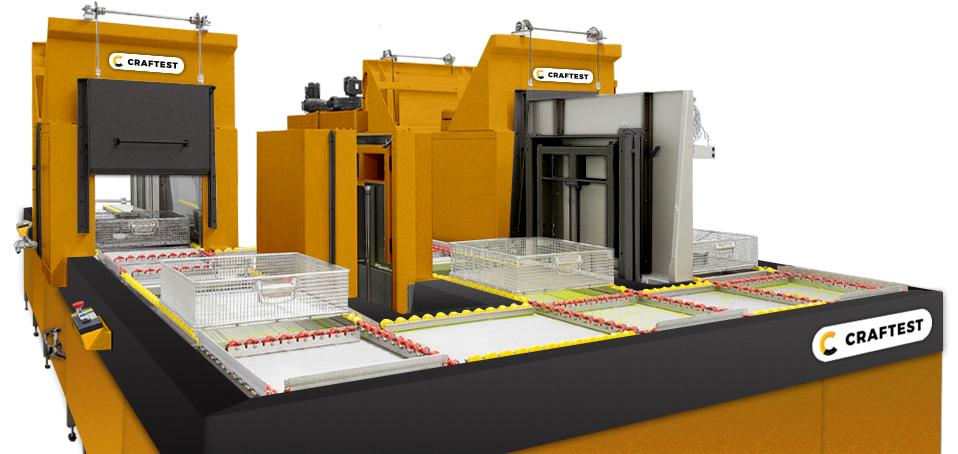
Craftest毛细管自动控制线
Kraftest的自动毛细管控制线是毛细管控制各个阶段的模块系统,集成在一个自动化系统中。
功能:自动移动垃圾箱和零件,每个过程都以严格的顺序自动启动,使用触摸屏PLC进行控制和配置。
所有阶段的工艺流程都由基于PLC的电子控制柜控制和控制。
Craftest PT-Soft是一款专业的软件,它可以控制所有模块的技术参数,根据标准要求设置控制方法(食谱),控制零件的配置和控制性能。
系统可以直接通过控制柜正面面板上的触摸屏控制,也可以从技术人员的自动化工作站(ARMT)远程控制。该软件允许您创建、存储和进一步激活控制方法,记录控制过程和结果,并将协议保存在ARMT存档和TCP/IPEthernet高级服务器上。
使用Craftest PT-Soft,可以区分对不同级别用户权限设置复合体的控制。例如,管理员–完全权限,技术人员–设置方法和线路管理,操作员–仅根据预先设置的方法管理线路。这有助于避免操作员的错误,并确保所有过程都按时、完整地完成。
批量生产的模块:
•超声波清洗模块。
•自动洗涤模块。用手枪(淋浴)手动清洗模块。
•浸泡、起泡、喷嘴压力下清洗。
•对流干燥模块。
•浸入式或静电式穿透剂模块。
•浸没式乳化剂清洗模块。
•用于干燥显影剂应用的风暴模块相机。
•浸没式液体显影剂模块。
•用于静电干燥显影剂应用的模块。
•遮光驾驶室,用于防火排气控制。
•白色/紫外线照明。
•零件装卸台。缓冲直桌和角桌。
•ARMT技术人员的工作场所。
•预装了专用工艺软件PT软件的工业PC。
自动化:
•测量和控制工艺液体和水的水平。自动送料和排放。
•测量和控制工艺流体和水的温度。自动加热。
•测量和控制干燥空气温度。自动加热。
•测量和控制过程的时间。
•控制模块盖的关闭/打开。自动升降模块盖。
•控制升降平台/吊车的位置。自动升降平台/吊车。
•自动声音和灯光报警。
此外,在全自动化的Сraftest FPT-Line系统中,系统模块之间的进卸货、移动和定位过程(或零件篮)进一步自动化(机器人化)。
Kraftest Rus
Chelyabinsk
生产于: 车里雅宾斯克

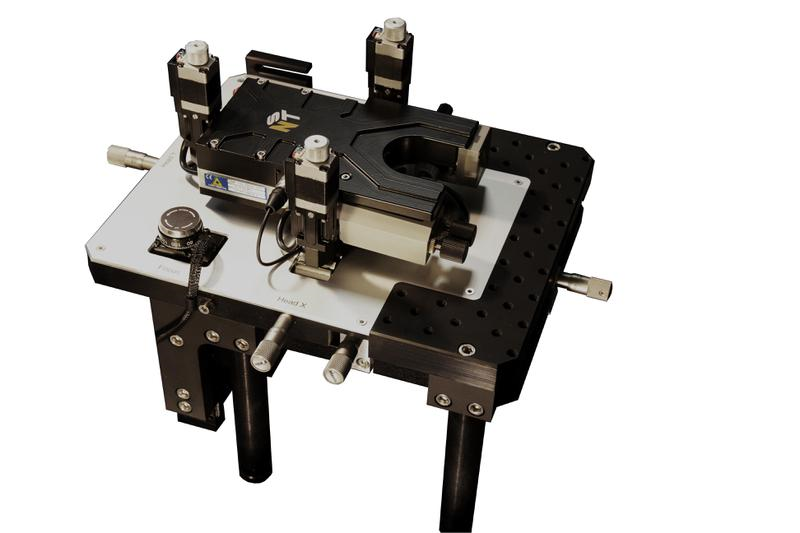
Certus Optic Duos -扫描探针显微镜(SPM)与正置和倒置光学显微镜相结合
扫描探针显微镜(SPM)与直接和倒置研究级的光学显微镜相结合。 专设计用于光学和原子力显微镜研究。
Certus 是XYZ三维扫描探针显微镜头,用于获取AFM图像(一般为地形)和/或将探针可以定位在样品表面;
Ratis是定位和扫描装置(XY(Z)piezostolic) 显微镜视野追踪样品定位和/或扫描样品;
正置光学显微镜(Olympus BX51为标准配置),用于显示研究对象并将探针指向研究对象或追踪样品定位在显微镜视野中;
倒置光学显微镜(Olympus IX71为标准配置),用于显示研究对象并将探针指向研究对象或追踪样品定位在显微镜视野中;
镜头机械Z字行运动;
用于Vectus镜头的单轴压电运动,可实现更高的聚焦精度、自动聚焦和获得分层宽场3d图像;
样品定位装置,用于选择表面上或在体积中的某个区域;
EG-3000单个控制器,控制该系统的所有部分;
NSpec软件。
NANO SKAN TEKHNOLOGIYA
Dolgoprudnyj
生产于: 多尔戈普鲁德内, 莫斯科地区
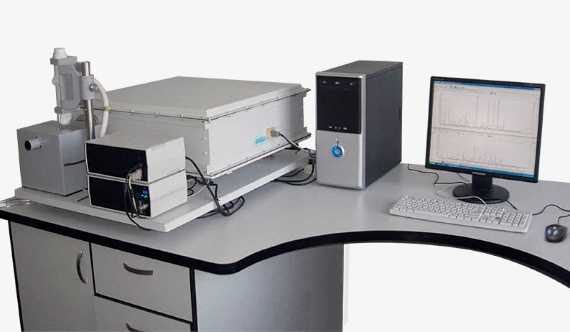
激光火花发射光谱仪
1 个卖家有售
一种独特的台式光发射光谱仪,具有结合激光火花和空气中电火花放电的组合光谱激发源,用于对电流传导样品进行快速光谱分析,分析固体整体(玻璃、陶瓷、塑料、金属、合金、花岗岩等)的元素组成。),各种压制粉末(包括土壤,岩石,地质样品等。). 该光谱仪可用于异质样品(表面和深度)的微量分析,用于分析微样品,复杂形状的样品。
LIES可用于黑色金属,有色金属,粉末冶金;金属科学;采矿,采矿和加工业;地质和地质勘探;生产建筑材料;生产高纯度材料;在生态和环境保护;在农业和食品工业;
Lies-台式组合激光-火花发射光谱仪,用于固体巨石的光谱分析
组合激光-火花发射光谱仪的独特之处在于,与传统激光光谱仪不同,激光火花同时执行两项功能:烧蚀(从样品中提取被分析物质)和激发提取的原子和离子的光谱,LIES光谱仪使用的不是一次放电,而是两个–激光火花和电火花,它们共享上述功能:激光火花执行烧蚀,电火花作为被分析物质原子和离子光谱的激发源。 这种方法显着(由3-10倍!)提高了光谱仪的计量特性(灵敏度和再现性)。
Iskrolajn
Saint Petersburg
生产于: 圣彼得堡

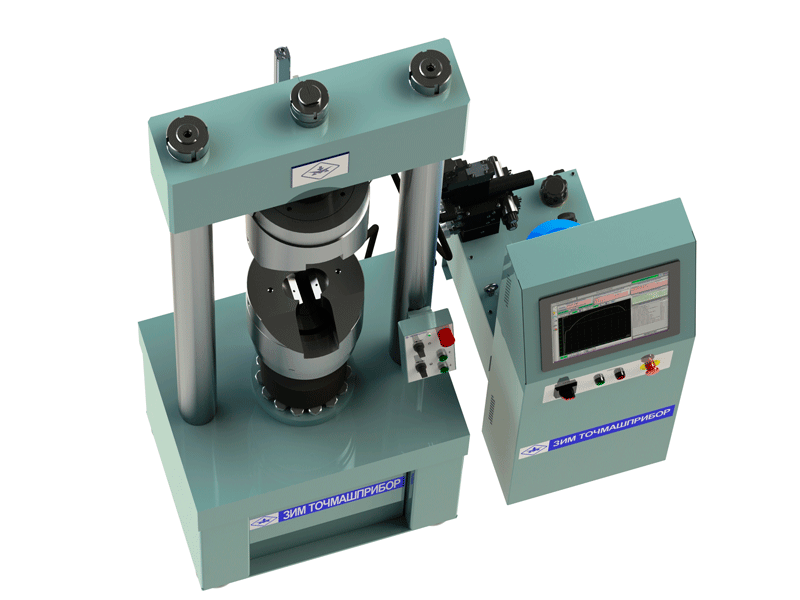
TR-150M系列洛氏硬度计
根据GOST 23677-79,TR-150m硬度测量仪用于根据GOST 9013-59、ISO2039/2-87、ISO 6508、DIN50103、ASTME18-74采用罗克韦尔方法测量金属和合金的硬度;以及符合GOST 24622-91的塑料、石墨和金石墨、胶合板、压制木材等材料。金刚石尖端和直径为1588毫米的球提供了15种不同的罗氏硬度测量范围。
罗克韦尔硬度测量方法是将金刚石圆锥(A和C刻度)或钢球端(B刻度)浸入试验样品表面,并在去除主要应力后确定端的深度。
TR-150M有一个机电驱动装置,由一个带有凸轮机构的电动机组成,参考装置是一个时钟式指示器。
IMPULS
Ivanovo
生产于: 伊万诺沃

电加热桌
1 个卖家有售
在Aravana制造的电加热桌上,您可以恢复产品的几何形状,例如,产品的丢失或磨损部分(深裂纹的修复),通过手动焊接金属或通过机器人堆焊。
为了增加新的,通常是大尺寸品的耐磨性,并恢复在操作中受到严重磨损的磨损部件,坯料,邮票,它们用硬金属合金堆焊。
为了加速堆焊过程,获得更致密的堆焊金属,降低应力,防止沉积层形成裂纹,在堆焊前,将所有工件在电Aravana电阻炉中加热至300-600°C的温度。工件直径越大,加热温度越高。
焊接或堆焊前的预热用于工作量小的大型零件。 对于具有大量焊接工作,具有复杂形状或薄壁的产品,使用预热和伴随加热。 它在焊接或堆焊之前开始,并在焊接过程中继续。
加热后送工件进行堆焊。 堆焊应在预热的零件上连续进行,防止冷却超过100°C。堆焊的主要技术特点是在零件表面涂上一层与贱金属性质完全不同的层。 该方法既可用于创建具有增加的耐磨性的层,也可用于创建过渡元件。
进行修补堆焊工作时,首先将加热部件放置在工作台上。此工作台必须配备加热底面,以维持工件所需的温度。零件的其余表面用耐热毯绝缘以保持温度。
ARAVANA
Trekhgornyj
生产于: 车里雅宾斯克州, 特雷赫戈尔内
Certus NSOM-近场扫描光学显微镜
扫描探针显微镜(SPM),配备专用的探针支架和必要的光学设备,用于近场研究。
近场光学显微镜是基于利用近场(蒸发场)的特性,来克服经典光学显微镜的衍射限制。
所有近场显微镜都包含几个基本设计元素:
探针;
沿着二维(X-Y)或三维(X-Y-Z)在样品表面移动探针的系统(扫描系统);
注册系统;
光学系统。
NANO SKAN TEKHNOLOGIYA
Dolgoprudnyj
生产于: 多尔戈普鲁德内, 莫斯科地区

EVRAZSAMP ES 所需配置的采样
目的:化学、光谱等分析采样
熔融金属
适用范围:氧气转炉、电弧炉、感应炉、脱气机、钢包、浇包等。
采样器类型:
带模具 - 椭圆形、圆形
工作温度范围(取决于采样器类型):
从 1460°С 到 2020°С
选择时间:3~5秒
管长度:100 至 1500 mm(可根据要求提供其他长度)
渣帽:钢、纸板、铝
脱氧剂:无脱氧剂、铝、锆、钛
EVRAZPRIBOR
Lipeck
生产于: 利佩茨克